- About Us

- Our Services
- Your Industry
- Resources
- News & Blog
Thermal management components fail quietly. A heatsink with a warped base or a fin array that was stamped out of spec still looks correct in a carton. A cooling fan with a worn sleeve bearing starts life sounding fine — and starts grinding four months into a product's life, generating warranty claims that trace back directly to a production batch that nobody checked properly before it shipped.
For buyers sourcing electronics, computing hardware, industrial control systems, or any product with active or passive cooling components from Chinese factories, heatsink and fan quality inspection is a high-stakes gap. This guide covers the two primary inspection disciplines — thermal imaging efficiency testing for heatsinks and bearing noise inspection for cooling fans — explaining what each test detects, what the pass/fail thresholds look like, and how third-party pre-shipment inspection applies these methods at scale.
Key Takeaways
- Thermal imaging reveals heat distribution across a heatsink in operation — hot spots, uneven fin contact, and base-to-fin thermal resistance anomalies that visual inspection cannot detect.
- Bearing noise inspection distinguishes normal fan acoustics from the grinding, clicking, and whining signatures of defective or worn bearings — catching failures before they reach end users.
- Ball bearing fans offer higher MTBF (50,000+ hours) than sleeve bearing fans (~30,000 hours); supplier substitution between bearing types is a known supply chain risk that pre-shipment inspection must verify.
- Heatsink defects — warped bases, insufficient fin density, poor thermal paste coverage — are systematic and batch-correlated; finding one in a sample is predictive of the full production lot.
Thermal Imaging for Heatsink Efficiency: How It Works
What Thermal Imaging Reveals That Visual Inspection Cannot
A heatsink functions by conducting heat from the component's package through a base plate and dissipating it through the fin array via convection. Any defect that impedes this conduction path — a warped base that creates air gaps at the mounting interface, fins that are too widely spaced, or surface oxidation that raises contact resistance — reduces thermal efficiency without changing the heatsink's appearance.
Thermal imaging testing for heatsinks works by applying a known heat load to the heatsink base, then using an infrared camera to capture the temperature distribution across the fin array. A properly functioning heatsink shows a smooth thermal gradient from base to fin tips. Hot spots — areas of disproportionately elevated temperature — indicate localized thermal resistance, which can result from incomplete base contact, internal delamination in heat pipe-equipped designs, or poor fin-to-base bonding in brazed or soldered assemblies.
Common Heatsink Defects Caught by Thermal Imaging
The most common production-stage heatsink defects that thermal imaging detects fall into three categories. Base flatness defects occur when the machined or extruded base surface deviates from the flatness specification — often caused by stress-relieving warpage after manufacturing. Even small deviations in planarity create air gaps at the component interface that significantly increase thermal resistance. Second, fin bonding defects in soldered or epoxy-bonded fin-stack heatsinks appear as hot streaks where individual fins have poor thermal contact with the base, concentrating heat in the sections with good bonding and underloading adjacent fins. Third, heat pipe failures in vapor-chamber and heat-pipe heatsinks — a working fluid charge that is incorrect or a wick that was manufactured with contamination — produce a characteristic "cold section" visible in thermal imaging as an abrupt temperature discontinuity along the pipe's length.
Thermographic inspection methodology identifies these anomalies through temperature variance — the threshold for concern is typically a localized temperature difference exceeding 5–10°C above the surrounding baseline under standard test load conditions. Differences above 15°C in a passive heatsink application generally indicate a defect severe enough to affect the component's thermal rating under real-world operating conditions.
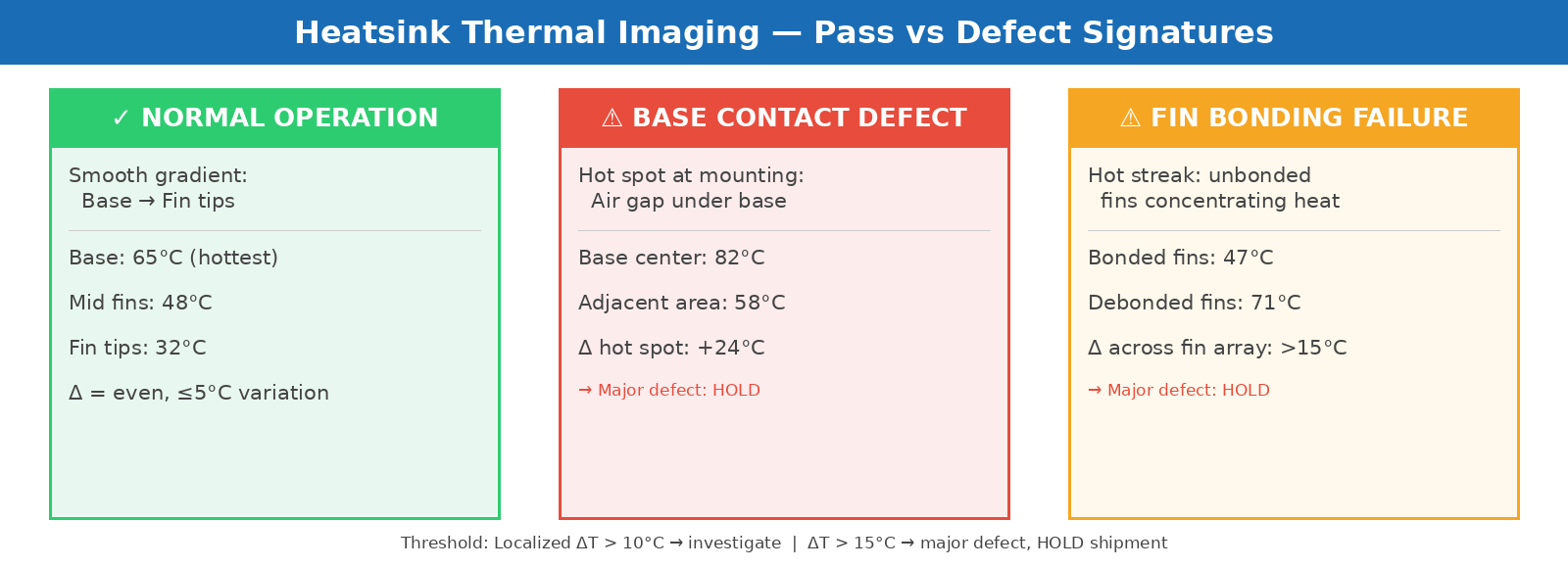
Figure 1: Thermal imaging comparison — a correctly functioning heatsink (smooth gradient) versus two common defect signatures: base contact hot spot and fin bonding failure.
How Thermal Testing Is Applied at Pre-Shipment Inspection
Full thermal imaging with calibrated IR cameras is a laboratory-grade test that pre-shipment inspection applies on a sampling basis. The practical inspection workflow uses a combination of dimensional checks — base planarity measured with a feeler gauge or surface plate, fin pitch and height verified against specification — alongside a powered thermal test on a subset of sampled units. For passive aluminum heatsinks, base flatness tolerance is typically specified at ±0.05mm or better; deviations beyond that affect mounting contact and should be flagged as a major defect.
For products with heat pipe or vapor chamber heatsinks, the powered thermal test is the primary verification method. It cannot be replaced by dimensional measurement alone — a heat pipe with a manufacturing defect passes dimensional inspection with no visible indicator of the failure. Sampling three to five units from a production batch under standardized test conditions takes under 30 minutes per batch and provides the buyer with temperature distribution evidence that supports an informed accept/reject decision rather than a visual guess.
TradeAider's pre-shipment inspection service includes functional testing of thermal components as part of a comprehensive electronics audit. The online real-time report means buyers can request specific component focus — including thermal tests — during the inspection itself, adjusting depth based on risk profile for the batch.
Cooling Fan Bearing Noise Inspection
Understanding Fan Bearing Types and Their Failure Signatures
Cooling fans use one of several bearing designs, each with distinct noise characteristics and failure modes. The choice of bearing type is a core specification in any fan-cooled product, and supplier substitution between bearing types is one of the most common component-level quality failures in Chinese electronics manufacturing.
The two most prevalent types are sleeve bearings and ball bearings. Sleeve bearing fans use an oil-impregnated bronze sleeve to support the shaft — they are inexpensive and initially quiet, but their lifespan is sensitive to operating temperature and mounting orientation. Sleeve bearing fans mounted vertically wear asymmetrically, gradually becoming louder and eventually developing shaft wobble. Ball bearing fans typically achieve MTBF ratings of 50,000+ hours compared to approximately 30,000 hours for sleeve bearing designs, and they tolerate any mounting orientation without accelerated wear.
Fluid dynamic bearings (FDB), a refined version of the sleeve bearing principle, use hydrodynamic pressure to maintain an oil film across the full shaft surface. FDB designs typically produce the lowest steady-state noise of any bearing type, and they perform well across orientations, making them common in premium consumer products and enterprise computing.
| Bearing Type | Typical MTBF | Noise Profile | Failure Sound Signature |
|---|---|---|---|
| Sleeve bearing | ~30,000 hours | Very quiet when new | Grinding, dry rattling as oil depletes |
| Ball bearing | 50,000–100,000 hours | Slightly louder at baseline | High-frequency clicking or whining from ball defects |
| Fluid dynamic (FDB) | 60,000–80,000 hours | Lowest steady-state noise | Gradual increase in noise as lubricant degrades |
The Noise Signatures That Signal Bearing Defects
Fan bearing noise research identifies three primary defect-related sound signatures that inspection can detect. The first is broadband noise elevation — an overall increase in sound pressure level compared to a reference unit, indicating shaft roughness or bearing surface wear producing friction across a wide frequency range. This is typical of sleeve bearing degradation and can appear in production units that have been inadequately lubricated during assembly or that used a substandard bearing grade.
The second signature is tonal noise — a distinct frequency peak or harmonic series in the fan's acoustic output, typically associated with ball bearing defects. Ball bearing failures produce characteristic tones related to the ball pass frequency (the rate at which balls contact a race defect), which are detectable by a trained inspector as clicking or whining at specific RPM values. Thermal imaging can complement acoustic inspection by revealing bearing hotspots that indicate friction-related wear before audible degradation begins.
The third signature is intermittent noise — rattling, knocking, or speed-dependent tonal variations that appear at specific RPM ranges and disappear at others. This signature is common in fans with shaft-to-bearing clearance outside specification, producing wobble that only manifests at resonant speeds. Intermittent noise is the most likely type to be missed by a factory functional test that runs the fan at a single set speed rather than sweeping across the full RPM range.
The Supplier Substitution Risk
For buyers sourcing fans as components or as integrated cooling assemblies, bearing type substitution is a significant and well-documented supply chain risk. A product approved with a ball bearing fan has its MTBF based on that bearing type. If a supplier substitutes a sleeve bearing fan — cosmetically identical in many cases — the product ships with a rated lifespan potentially less than half of what was specified, without any visible indicator in a standard visual inspection.
Pre-shipment inspection addresses this risk by verifying the fan's part number and bearing type specification against the approved Bill of Materials, and by applying a noise audit — spinning the fan across its full operating RPM range while listening and, ideally, measuring acoustics — to detect the baseline noise profile difference between bearing types. This check takes approximately two minutes per sampled unit and is the only inspection method that catches substitution before goods ship.
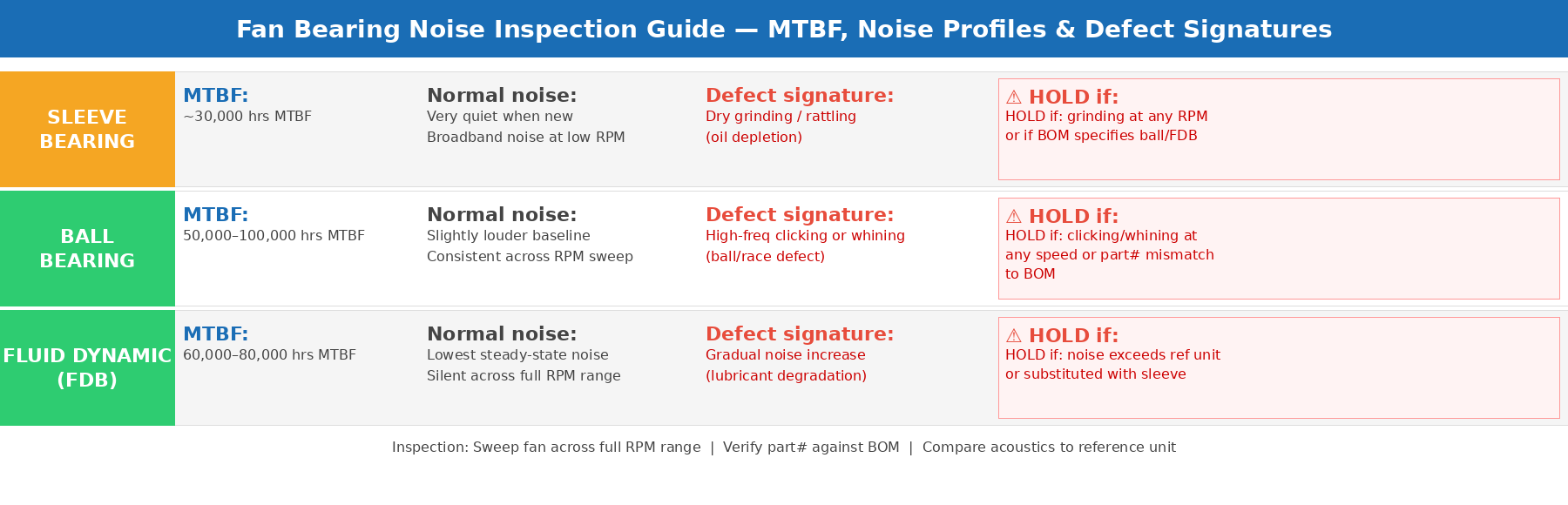
Figure 2: Fan bearing comparison for inspection — MTBF targets, expected noise profiles, and the acoustic signatures that indicate defective or substituted bearing types.
Combining Thermal and Acoustic Inspection in a Pre-Shipment Audit
The Integrated Inspection Protocol
For products that include both heatsinks and active cooling fans — which includes most computing hardware, networking equipment, power conversion products, and industrial controllers — thermal and acoustic inspection should be performed together as part of a unified thermal management quality check. The recommended protocol for a third-party pre-shipment inspection covers: visual inspection of heatsink base planarity and fin integrity; dimensional checks of fin pitch, height, and base thickness against approved specifications; powered thermal testing of sampled heatsink units with IR temperature measurement; fan acoustic testing across the full RPM sweep; fan part number verification against the approved BOM; and RPM measurement to confirm the fan achieves rated airflow at its specified voltage.
This protocol catches the combination defect scenario that is particularly common in high-volume Chinese electronics production: a factory that has sourced substitute fan components from an alternative supplier while maintaining the same product appearance, and simultaneously has a heatsink batch with fin bonding variance caused by a solder paste quality issue that only shows up under thermal load. Neither defect is visible in standard visual inspection. Both are detectable in under an hour of functional testing per batch sample.
When to Escalate to During-Production Inspection
For buyers with high-value cooling assembly products or for orders following a previous batch where thermal management failures were found in the field, during-production inspection adds a layer of protection by verifying component inputs — fan specifications, heatsink material certificates, thermal paste type and application process — before the full production batch is assembled. TradeAider's during-production inspection service uses the same real-time reporting platform as pre-shipment inspection, allowing buyers to specify component-level checks on fans and heatsinks as a condition of production approval.
For e-commerce sellers, particularly those selling through Amazon FBA where a product that generates heat-related failures can accumulate negative reviews and trigger category safety investigations, thermal management inspection is directly connected to account health. TradeAider's Amazon FBA inspection solutions include functional testing as part of compliance verification, covering both product safety requirements and performance specifications.
Buyers sourcing across multiple electronics categories can find a broader framework in TradeAider's electronics quality control guide, which covers inspection methodology from raw materials through finished goods for a full range of electronic product types.
Frequently Asked Questions
What temperature differential on a heatsink indicates a defect during thermal imaging?
A localized temperature difference greater than 10°C above the surrounding heatsink surface, measured under standard test load, warrants investigation. Differentials exceeding 15°C in a passive cooling application typically indicate a defect — base contact failure, fin bonding issue, or heat pipe malfunction — severe enough to affect the component's thermal rating in real operating conditions. Minor variations of 3–5°C across the fin array are normal and reflect natural airflow distribution.
Can I specify bearing type verification in a pre-shipment inspection checklist?
Yes — and you should. Fan bearing type should be a mandatory verification item in any pre-shipment inspection checklist for products with active cooling. Specify the exact bearing type (sleeve, ball, or FDB), the rated MTBF, and the approved part number from your BOM. Inspectors verify the part number marking on the fan housing and perform a functional acoustic test to confirm noise profile matches the expected bearing type. Any discrepancy between the installed fan and the approved specification is a major defect requiring hold and supplier response before shipment proceeds.
How does mounting orientation affect sleeve bearing fan lifespan in production products?
Sleeve bearing fans mounted with their shaft in a non-horizontal orientation — particularly vertical shaft (upward or downward airflow) — experience accelerated lubricant migration away from the bearing contact zone, shortening service life significantly. Matching bearing type to mounting orientation is a fundamental design consideration: vertical mounting applications should specify ball bearing or FDB fans specifically. A pre-shipment inspector should flag any product where the installed fan type does not match the mounting orientation requirement in the product specification.
What is the typical inspection sample size for fan noise testing in a production batch?
For fan noise testing under an AQL-based inspection, the same AQL sampling plan that governs overall functional testing applies. For a batch of 2,000 units at AQL 2.5, this typically means testing 125 units across visual and functional checks, with fan noise verification conducted on the full functional sample. The key is that the noise sweep covers the full RPM range from minimum to maximum rated speed — a single-point test at nominal RPM will miss intermittent bearing noise that only appears at specific resonant speeds.
Thermal management failures are among the most expensive post-shipment defects in electronics — they surface slowly, produce returns, and damage product reviews over months rather than generating an immediate, correctable shipment issue. Catching heatsink and fan defects before shipment requires functional inspection, not just visual examination. TradeAider's pre-shipment inspection covers thermal and acoustic component testing with a real-time inspection report and official results within 24 hours. Get in touch with TradeAider to discuss your electronics cooling component inspection requirements, or use the Inspection Charge Calculator to estimate costs.

Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
