- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

Mattresses are one of the most complex furniture categories to source from China. They involve multiple sub-materials — foam layers, springs or coils, fabric covers, edge supports, handles, and fire retardant treatments — each of which can be individually substituted without changing the product's external appearance. For importers, this creates a unique quality risk: a mattress that passes visual inspection can still fail on comfort, durability, chemical safety, or regulatory compliance within months of arriving on the market.
Working with a professional China inspection company that understands the mattress category turns this complexity into manageable, checkable parameters. This guide explains how to build an effective inspection partnership and what a qualified inspection program for mattresses should cover.
Key Takeaways
- Mattress quality risk is largely invisible — the most consequential defects (foam density, spring gauge, material substitution) aren't detectable by visual inspection alone.
- Regulatory compliance is non-negotiable — flammability standards in the US and UK carry legal teeth, and non-compliance creates serious liability exposure.
- Inspection should be structured in stages — during-production inspection catches material substitution before full commitment; pre-shipment inspection confirms finished product conformity.
- Your inspection company needs a detailed product specification — without defined parameters, inspectors can only check what's visible.
The Unique Challenges of Mattress Sourcing from China
China manufactures a substantial share of the world's mattresses, particularly in the budget-to-mid-market range. The manufacturing clusters in Guangdong and Shandong provinces have sophisticated production infrastructure and can produce to international standards — but the incentive to substitute materials under cost pressure is strong, and substitutions in mattresses are particularly hard to detect.
Material Substitution: The Core Risk
Foam density is the most common substitution point. A mattress specified with 30 kg/m³ base foam might be produced with 25 kg/m³ foam — a 17% material reduction that is completely invisible in a finished product and only detectable by physically cutting into the mattress or by weighing the unit against specification. Similarly, pocket spring wire gauge is frequently reduced — 1.8mm wire replaced with 1.6mm wire, for example — reducing durability and support significantly without any visible indication.
Fabric cover substitution is also common. The grade of ticking fabric (weight, thread count, composition) is often downgraded in production relative to the approved sample, particularly after the first order when the factory believes it has secured a repeat relationship.
Regulatory Compliance Complexity
Mattresses sold in the US must comply with mandatory flammability standards from the Consumer Product Safety Commission. CPSC regulations cover both 16 CFR Part 1632 (cigarette ignition) and 16 CFR Part 1633 (open flame) — both apply to mattresses sold at US retail, and import mattresses fall under the same standards the moment they enter US retail commerce. Non-compliance can trigger refusal of entry or mandatory recalls after distribution. The UK has its own Furniture and Furnishings (Fire Safety) Regulations, which apply to both the cover fabric and the filling materials.
These are not voluntary standards. An inspection company working on mattress orders needs to verify that the fire retardant treatments used in production match the specification underpinning the compliance documentation — a documentation and audit task that goes beyond visual and physical inspection.
What a Qualified China Inspection Company Should Check for Mattresses
1. Bill of Materials (BOM) Verification
The inspection starts before any product is physically examined. The inspector requests the factory's bill of materials for the current production batch and compares it against the buyer's approved specification. Every material with a quality or compliance implication should be in the BOM: foam layers (density, ILD, thickness, supplier), spring or coil system (spring count, wire gauge, coil height), ticking fabric (composition, weight in g/m², fire treatment status), edge support and border foam (density and thickness), fire retardant barrier (material type and specification), and handles and zips (material grade).
Where the BOM matches the approved specification, the inspector proceeds. Where it doesn't, this is an immediate finding requiring resolution before inspection continues.
2. Weight Verification
Mattress weight is one of the most reliable proxy indicators of material specification compliance. If a mattress is specified at 28 kg finished weight and the production units consistently weigh 23 kg, material has been reduced somewhere in the construction. Inspectors weigh sampled units from the production batch and compare against the specification. This single check catches a significant proportion of foam density and spring substitution issues without requiring destructive testing.
3. Dimension and Construction Verification
Finished dimensions are checked against specification: length, width, and total height. Height variation beyond a defined tolerance (typically ±10mm for standard mattresses) can indicate compressed foam layers or reduced spring height. The inspector also examines seam quality and stitching density on the ticking, handle attachment strength (pull test), label compliance (country of origin, care instructions, regulatory labels), zipper function for removable covers, and edge binding uniformity and corner construction.
4. Firmness and Support Consistency Check
While a factory-floor inspection cannot replicate a lab ILD (indentation load deflection) test, inspectors conduct a practical firmness consistency check across sampled units — applying consistent manual pressure at multiple points on each mattress and comparing the response between units. This check identifies gross inconsistencies in foam layer density or spring uniformity that would produce customer complaints about sagging or uneven support.
For orders where firmness specification is critical — memory foam, hybrid mattresses with multiple firmness layers — arranging a partial destructive inspection (cutting one unit from the batch) allows the inspector to physically measure foam layer thicknesses and assess foam grade against specification.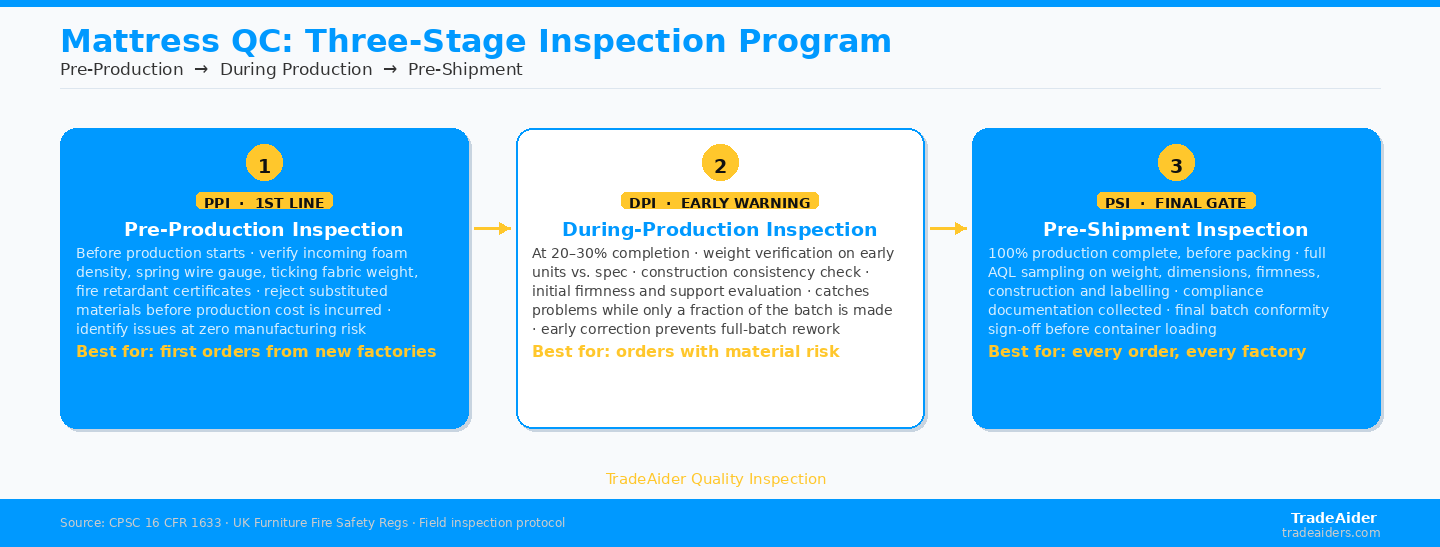 Effective mattress inspection runs in three stages — each stage targets risks that can only be caught at that specific point in the production cycle.
Effective mattress inspection runs in three stages — each stage targets risks that can only be caught at that specific point in the production cycle.
5. Compliance Documentation Review
The inspector collects and records all compliance-related documentation for the batch: fire retardant treatment certificates for fabric and filling materials, REACH/SVHC declarations for chemical compliance (EU), any relevant testing lab reports supporting the compliance documentation, and a certificate of conformity for the specific production batch. This documentation is sent to the importer as part of the inspection report, creating a documented compliance paper trail for the shipment. TradeAider's inspection standard framework includes guidance on what documentation to require by product category and market.
Staging Inspection Across the Production Cycle
| Inspection Stage | Timing | Primary Focus |
|---|---|---|
| Pre-Production Inspection (PPI) | Before production starts | Verify raw material receipt — foam density, spring wire gauge, fabric grade, fire treatment certification |
| During-Production Inspection (DPI) | 20–30% completion | Weight verification on early units, construction consistency, initial firmness check |
| Pre-Shipment Inspection (PSI) | 100% production, before packing | Full AQL sampling — weight, dimensions, construction, cosmetic, labelling, documentation |
PPI is especially valuable for first orders from a new factory because it verifies that the materials being brought into production are correct before any manufacturing cost has been incurred. If a foam substitution is caught at PPI, the cost of correction is a material swap. If it's caught at PSI when 500 mattresses are already finished and packed, the cost is an entirely different order of magnitude.
Building a Productive Working Relationship with Your Inspection Company
Provide your complete product specification before the first inspection — one that defines all material parameters, not just dimensions and aesthetics. Share your approved golden sample details and the firmness and weight notes from the sample approval process. Define your defect classification and AQL levels collaboratively with your inspection company:
- Critical: Missing or incorrect fire compliance labelling; weight deviation >5% below specification; major construction failure (seam separation, spring protrusion)
- Major: Weight deviation 3–5% below spec; dimension out of tolerance; firmness inconsistency between units; cover fabric substitution
- Minor: Minor cosmetic defects (small stains, minor stitching irregularity); packaging damage not affecting product
You can use the AQL calculator to determine the right sample sizes for your order quantities at your chosen AQL level.
Frequently Asked Questions
How does an inspector check foam density without cutting the mattress open?
Foam density can't be directly measured without destructive testing — but weight verification is the standard proxy. If you know the specified weight of each foam layer and the total mattress construction, the finished unit weight should fall within a defined tolerance of the specification. Significant under-weight indicates foam density reduction. For orders where material substitution is a known risk, requesting one destructive inspection per batch (one unit cut open for layer measurement) provides definitive verification alongside the non-destructive weight checks on the rest of the sample.
Does TradeAider inspect mattresses across China, not just the main manufacturing clusters?
Yes — TradeAider operates across all major manufacturing regions in China, including the Guangdong, Shandong, Zhejiang, and Hebei furniture and bedding clusters. Inspections are conducted at $199/man-day regardless of factory location within mainland China. Contact our team with your factory location and order details to confirm scheduling.
What should I do if inspection finds evidence of foam substitution?
Hold the shipment pending resolution. Do not accept the goods or authorise payment release until the issue is resolved. Work with your inspection company to document the non-conformance with photographs and weight records — this documentation is your leverage in the supplier conversation. Options include requiring the factory to replace non-conforming units with correctly specified materials, conducting a destructive audit on a larger sample to determine the scope of the issue, or renegotiating the price to reflect the actual specification delivered.
Is one pre-shipment inspection enough for a first mattress order from a new factory?
For a first order from a new factory, a single PSI is generally not sufficient for mattresses. The material substitution risks are highest on first orders, and by the time PSI occurs, the full batch is complete. A PPI to verify incoming materials, followed by a PSI on the finished batch, provides meaningfully stronger protection for a first-order investment. Use the inspection cost calculator to see what a multi-stage inspection program costs relative to your order value.

Related Articles


Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
