- Über uns

- Unsere Dienstleistungen
- Ihre Branche
- Ressourcen
- Nachrichten & Blog

The number of products to sample in a China inspection should be based on lot size, inspection level, AQL settings, and defect severity, not on a fixed percentage of the order. AQL sampling gives buyers a structured way to inspect enough units to support a release decision without checking every product.
A common importer question is simple: if I order 5,000 units, how many should the inspector check? The tempting answer is a percentage, such as 5% or 10%. That feels intuitive, but it is not how standard AQL inspection planning works. AQL sampling uses lot size and inspection level to select a sample size, then uses defect limits to decide whether the lot passes or fails.
The practical goal is not mathematical perfection. The goal is a consistent decision rule. If the buyer and supplier agree the sampling plan before inspection, a failure becomes easier to discuss. If the buyer invents a sample size after defects appear, the supplier can argue about the method instead of fixing the goods.
- Lot size: total quantity available for inspection.
- Inspection level: how strict or broad the sample should be.
- AQL setting: acceptable quality limit for critical, major, and minor defects.
- Decision output: accept, reject, rework, reinspect, hold, or concession.
The Direct Answer
For many normal consumer-goods PSIs, importers use General Inspection Level II with AQL limits by defect class, then confirm the exact sample size with an AQL calculator or agreed standard before inspection.
TradeAider provides an AQL calculator that helps buyers connect lot size, inspection level, and defect limits. Buyers should use it before booking so the supplier, inspector, and buyer all understand the sample basis.
TradeAider's inspection standard resources are also useful because sample size alone does not define the inspection. The buyer must define defect categories, product checklist, photos, packaging checks, label checks, and the release decision.
AQL does not mean the buyer accepts defective products as a goal. It means the buyer uses a sampling plan to decide whether the lot quality is acceptable for release. Critical defects may use a zero-tolerance rule, while major and minor defects usually have different limits because they create different business risks.
AQL Sample Size Quick-Reference
These examples show why sample size is not a simple percentage of the order.
| Lot Size | Typical General Level II Sample | Why It Surprises Buyers | Use Case |
|---|---|---|---|
| 501-1,200 units | About 80 units | The sample is not 10% of the lot | Small to mid-size order |
| 1,201-3,200 units | About 125 units | The sample rises by table band | Common e-commerce shipment |
| 3,201-10,000 units | About 200 units | A 5,000-unit order may still use 200 samples | Full carton or pallet order |
| 10,001-35,000 units | About 315 units | Large orders do not require checking thousands of units | Large retail or distributor lot |
| 35,001-150,000 units | About 500 units | The sample grows, but not linearly | High-volume production run |
This is a planning reference, not a substitute for the agreed AQL table or calculator. The exact number can change when the buyer chooses a different inspection level, uses special inspection levels, splits SKUs, or applies product-specific tests. The buyer should confirm the plan before inspection day.
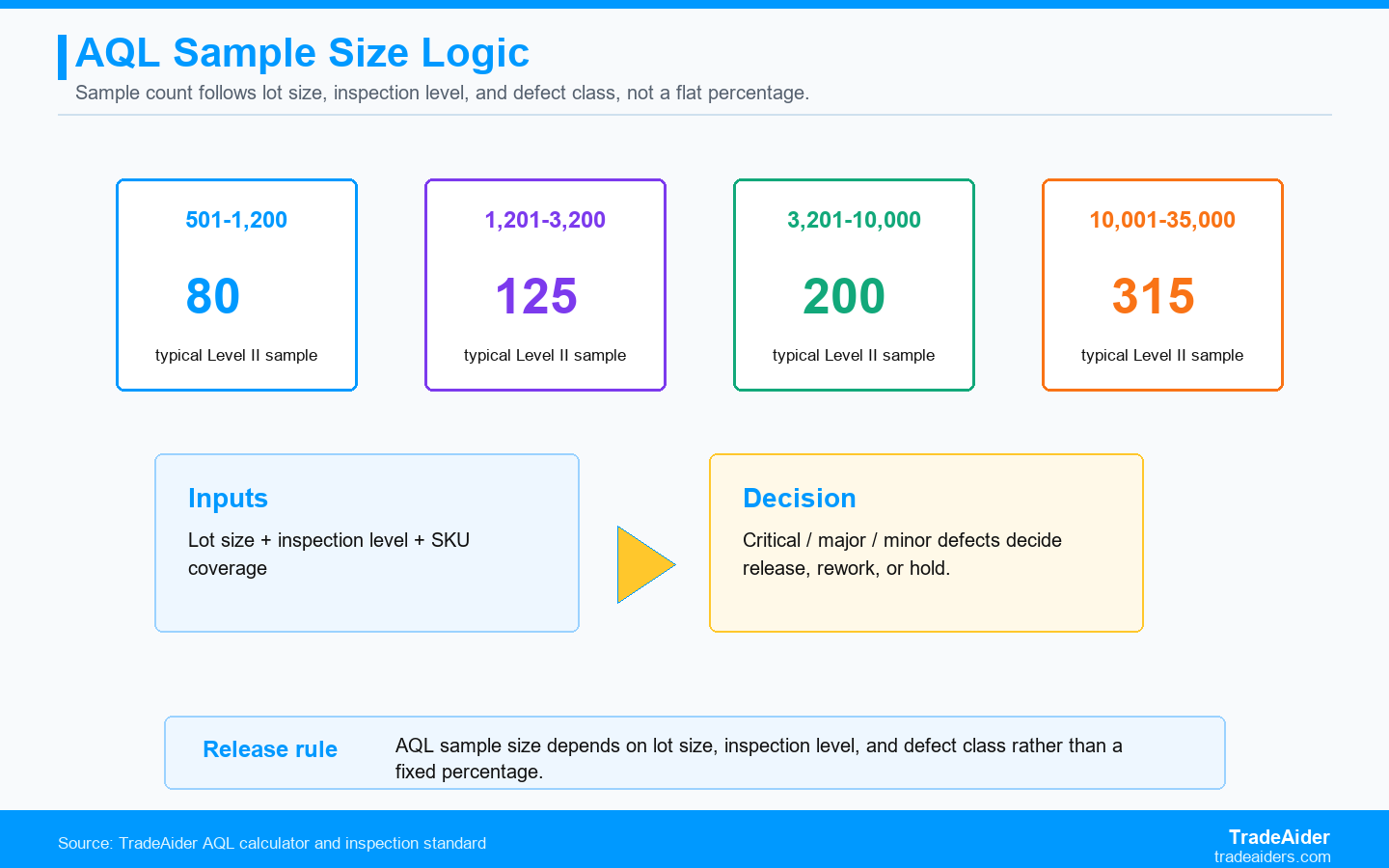
AQL sample size depends on lot size, inspection level, and defect class rather than a fixed percentage.
Why Percent Sampling Can Mislead Importers
A fixed percentage sounds simple, but it can create inconsistent decisions across lot sizes.
If a buyer samples 10% of a 500-unit order, the sample is 50 units. If the same buyer samples 10% of a 50,000-unit order, the sample becomes 5,000 units, which may be impractical and unnecessary for a normal PSI. AQL avoids this by using sample-size bands that grow with lot size but do not grow in a straight line.
Percent sampling also weakens supplier negotiation. A supplier may accept 10% for one order and argue against it for another. AQL gives the buyer a recognized structure: lot size, inspection level, defect class, accept number, and reject number. That structure makes the report easier to interpret.
The buyer should still be practical. If a product has many SKUs, colors, sizes, or functions, the sampling plan may need SKU coverage rules. AQL does not automatically solve mixed-SKU representation. The buyer should tell the inspector whether each SKU, color, or pack type must be included.
How To Handle Mixed-SKU Orders
AQL gives the sample size, but the buyer still needs rules for how the sample is distributed across SKUs.
Mixed-SKU orders create a common sampling trap. A 5,000-unit order may include one dominant SKU and several small variants. If the inspector samples only in proportion to quantity, a low-volume SKU with special packaging or higher risk may barely be checked. If the buyer samples every SKU equally, the sample may overrepresent small variants and underrepresent the main lot. The right rule depends on the release risk.
A practical approach is to separate identity coverage from defect-rate sampling. Identity coverage means each important SKU, color, size, pack type, label version, or barcode version receives at least some verification. Defect-rate sampling means the overall lot is checked under the agreed AQL plan. The buyer should decide whether certain SKUs require minimum samples because they are new, customized, or historically risky.
The buyer should also decide whether SKUs can be released separately. If one color fails because of a label error but the other colors pass, can the buyer release the clean SKUs and hold the affected SKU? That decision should be made before inspection when possible. Otherwise the report may identify the problem, but the commercial response remains unclear.
| Mixed-SKU Question | Recommended Rule | Why It Matters | Report Evidence |
|---|---|---|---|
| Do all SKUs need visibility? | Require minimum identity checks for each important SKU | Prevents blind spots in small variants | SKU photo and sample count |
| Can one SKU fail alone? | Define whether SKU-level hold is allowed | Supports split release or targeted rework | Affected SKU and carton references |
| Which SKU is highest risk? | Increase attention for new or changed SKUs | Change creates defect risk | Checklist note and photos |
| Are labels unique by SKU? | Verify barcode and artwork per label version | Avoids marketplace and warehouse errors | Close-up label photos |
This is why the purchase order, packing list, and SKU list should be sent before inspection. The inspector needs to know not only the total quantity, but also the structure of the lot. AQL answers the sample-size question; SKU rules answer the representation question.
Critical, Major, And Minor Defects Change The Decision
The same sample can produce different decisions depending on defect severity.
Critical defects are defects that could create safety, legal, compliance, or severe usability risk. Many buyers treat critical defects with zero tolerance. If one critical defect appears, the shipment may fail even if major and minor counts are within limits. This is why defect definitions matter before inspection starts.
Major defects affect function, saleability, customer acceptance, or important requirements. A product that does not assemble correctly, uses the wrong component, has a visible retail defect, or fails a core function check may be major. Major defects usually drive release, rework, or reinspection decisions.
Minor defects are smaller workmanship or appearance issues that do not normally block sale or function. They still matter because a high minor-defect count may show process drift. But the buyer should not treat a minor scuff the same way as a missing warning label or failed function test.
| Defect Class | Typical Meaning | Buyer Response | Checklist Implication |
|---|---|---|---|
| Critical | Safety, legal, or severe compliance exposure | Hold, reject, test, or require correction proof | Define zero-tolerance items clearly |
| Major | Function, saleability, assembly, label, or visible customer-impact problem | Rework, sort, reinspect, or hold | Connect to customer and channel risk |
| Minor | Limited appearance or workmanship issue | Accept if within limit; track for next order | Avoid overreacting unless pattern is high |
Where TradeAider Fits In AQL Sampling
TradeAider fits by turning the sample plan into report evidence that supports the buyer's release decision.
During Pre-Shipment Inspection, TradeAider can apply the agreed sample plan to the finished lot, check the product against buyer files, classify defects, document photos, and report whether the findings support release, rework, reinspection, or hold.
If the buyer is still planning the order, TradeAider's AQL calculator can help estimate sample size before booking. If defect patterns are appearing before completion, During Production Inspection may reduce the chance of waiting until final PSI to discover a process problem.
The business fit is consistency. AQL helps the buyer avoid arbitrary sampling, and TradeAider helps convert the sampling result into a decision that can be explained to the supplier and internal team.
SPAR Scenario: The Sample Size Was Not A Percentage
The buyer avoided an argument by agreeing to AQL before inspection.
Situation: A Canadian importer orders 4,800 storage bins from a Ningbo factory. The supplier says checking 20 units is enough because the product is simple.
Problem: The buyer knows the risk is not only product appearance. The order has three colors, printed labels, and nested packaging. A tiny convenience sample would not support a release decision.
Action: The buyer uses an AQL calculator, confirms General Inspection Level II and defect limits by class, then sends the plan to the supplier before TradeAider PSI. The inspector samples across colors and cartons.
Result: The report finds a major label mismatch in one color. Because the sample plan was agreed in advance, the supplier focuses on sorting and correction instead of debating why the inspector checked more than 20 units.
Action Card: Choose A Sample Size
Decide the sample plan before defects appear.
- Use lot size and inspection level, not a fixed percentage, to estimate sample quantity.
- Define critical, major, and minor defects before inspection day.
- Confirm whether each SKU, color, size, or pack type needs sample coverage.
- Use AQL for the release decision, then use photos and notes to understand defect patterns.
- Reinspect corrected goods when the failed finding affects release.
After the inspection, keep the sample plan with the report. If a supplier challenges the result later, the buyer can show that the lot size, sample size, defect class, and acceptance logic were defined before the visit. That evidence is often as important as the defect photos.
If the buyer changes AQL levels from one order to the next, document the reason. A stricter plan may be justified for a new supplier, changed material, or previous failure. A looser plan should be rare and should not be used merely to make a shipment pass.
If you are unsure how many products to sample, send TradeAider the order quantity, SKU count, product type, inspection level preference, defect concerns, and packing status. The next step is to ask TradeAider to confirm an AQL sample plan before China inspection.
Frequently Asked Questions
Should I inspect 10% of every order?
No. A fixed percentage can over-sample large lots and under-structure smaller lots. AQL uses lot size, inspection level, and defect limits instead.
What inspection level should most importers use?
Many normal consumer-goods PSIs use General Inspection Level II, but the right level depends on product risk, buyer tolerance, and order history.
Can AQL guarantee that no defects exist?
No. AQL is a sampling method, not a guarantee. It gives a structured decision rule for accepting or rejecting a lot based on sampled evidence.
Do all SKUs need to be sampled?
The buyer should define SKU coverage. Mixed-SKU orders may need rules to ensure each important SKU, color, or pack type is represented.
Verwandte Artikel


Erweitern Sie Ihr Unternehmen mit TradeAider Service
Klicken Sie auf die Schaltfläche unten, um direkt in das TradeAider Service System zu gelangen. Die einfachen Schritte von der Buchung und Zahlung bis zum Erhalt der Berichte sind leicht zu bedienen.

