- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

A pre-production quality standard is a frozen buyer-approved file that tells the supplier exactly what product, packaging, labels, tolerances, defects, and release checks must be met before production begins.
Most shipment quality problems do not begin at final inspection. They begin when the buyer and supplier start production with different assumptions about the approved sample, acceptable workmanship, packaging, tolerances, label details, or defect severity. By the time the goods are packed, the dispute is no longer about quality in general; it is about whether the requirement was ever clearly defined.
A strong pre-production standard does not need to be complicated, but it must be specific enough to survive handoff from sales to engineering, purchasing, production, line QC, packing, and final inspection. If the factory team cannot use the file to decide whether a unit is acceptable, the file is not yet a standard. It is only a collection of preferences.
Key Takeaways
- Definition: A quality standard is the frozen product and release file used before production starts.
- Priority: Approved sample, defect classes, AQL, tolerances, labels, packaging, and change-control rules should be agreed before materials are ordered.
- Common mistake: Buyers often approve a sample but forget to define which differences from the sample are critical, major, or minor defects.
- Standard: ISO 2859-1 supports AQL sampling, but the buyer still has to define defect classes and acceptance criteria.
- TradeAider use case: A pre-production file becomes more valuable when it is used directly in PPI, DPI, PSI, testing, and release decisions.
Build The Quality Standard Around The Approved Sample
The approved sample should anchor the quality standard, but it should not be the whole standard. A sample shows the intended product; the written file explains which sample attributes are mandatory, which tolerances are allowed, and which changes require buyer approval before mass production.
Treat the sample as evidence, not a memory
Buyers should photograph the approved sample from all relevant angles and label the photos with date, version, material, color, finish, key dimensions, logo position, accessory list, packaging status, and approval owner. If two samples exist, the file should say which one is the master and which one is only a reference. Ambiguous sample history is one of the easiest ways to create a production dispute.
The factory should also keep a signed or tagged reference sample on site. If the supplier's production team works from a verbal instruction or a low-resolution chat image, the buyer has already lost control of the standard. The approved sample must be traceable to the PO, item number, revision, and production lot.
Convert sample details into measurable requirements
A sample may look correct, but production needs measurable requirements. Dimensions should have tolerances, colors should reference a physical swatch or color code, materials should reference approved composition or test file, and workmanship expectations should be described with pass/fail examples. The more subjective the product is, the more useful defect photos become.
For example, saying that a wooden item should have a nice finish is weak. Saying that exposed surfaces must be smooth, free of sharp edges, free of visible glue, and within a defined color range gives the supplier and inspector something they can check.
Lock the version before raw materials move
The quality standard should be frozen before the supplier purchases raw material, prints packaging, or starts tooling. A late color, label, instruction, or accessory change may be technically simple but commercially expensive. The supplier may accept the change verbally and still ship mixed versions because old materials are already on the floor.
Define Defect Classes Before You Define AQL
Defect classification must come before sampling because the same physical issue can have different business consequences. A missing safety warning, wrong plug, open seam, scratched surface, and carton scuff should not be judged with the same severity.
Critical defects block release
Critical defects are defects that may create safety, legal, regulatory, or severe customer-risk exposure. Examples include dangerous sharp edges, incorrect electrical rating, missing warning label, choking hazard, severe contamination, or a component that makes the product unsafe for intended use. A critical defect should normally trigger hold, investigation, correction, retest, or reinspection.
Major defects threaten sellability or function
Major defects are defects that make the product unacceptable for normal sale or intended use even if they do not create a severe safety issue. Examples include wrong color, failed function, missing accessory, loose assembly, incorrect logo, damaged retail packaging, mixed SKU, wrong barcode, or size outside tolerance. Major defects often drive customer returns and retailer complaints.
Minor defects affect appearance but may be commercially acceptable
Minor defects are small workmanship or appearance issues that do not materially affect function, safety, or normal sellability. They still need a limit, because too many minor defects can damage brand perception. Buyers should define whether minor defects are acceptable only outside primary visible surfaces, below a size threshold, or below an agreed frequency.
Set The Pre-Production Quality Standard Table
The best pre-production table is the one the buyer, supplier, and inspector can all use without interpretation. It should convert the product file into inspection-ready evidence and make the release decision less dependent on opinion.
| Standard Area | What To Freeze | Why It Matters | Inspection Use |
|---|---|---|---|
| Approved sample | Version, photos, material, color, finish, accessories | Prevents sample drift and memory-based production | Compare production units against approved attributes |
| Defect classes | Critical, major, minor definitions with examples | Controls release severity and dispute language | Apply AQL and pass/fail decisions consistently |
| AQL and sampling | Inspection level, AQL limits, special checks | Turns quality expectation into lot decision rules | Use sampling plan and acceptance limits |
| Tolerances | Dimensions, weight, fit, color range, function limits | Prevents subjective arguments about variation | Measure units against defined thresholds |
| Packaging and labels | Artwork, barcode, carton marks, warnings, manuals | Protects retail, FBA, and destination-market release | Check carton range, pack method, and label evidence |
| Change control | Who approves changes and how they are recorded | Prevents mixed versions and unapproved substitutions | Verify current production matches latest revision |
ISO 2859-1:2026 supports lot-by-lot inspection using sampling schemes indexed by acceptance quality limit, but it does not tell the buyer which product differences matter. ISO 9001:2015 is also relevant because quality management depends on controlled requirements, process discipline, and continual improvement. The buyer still has to translate both ideas into a practical product file.
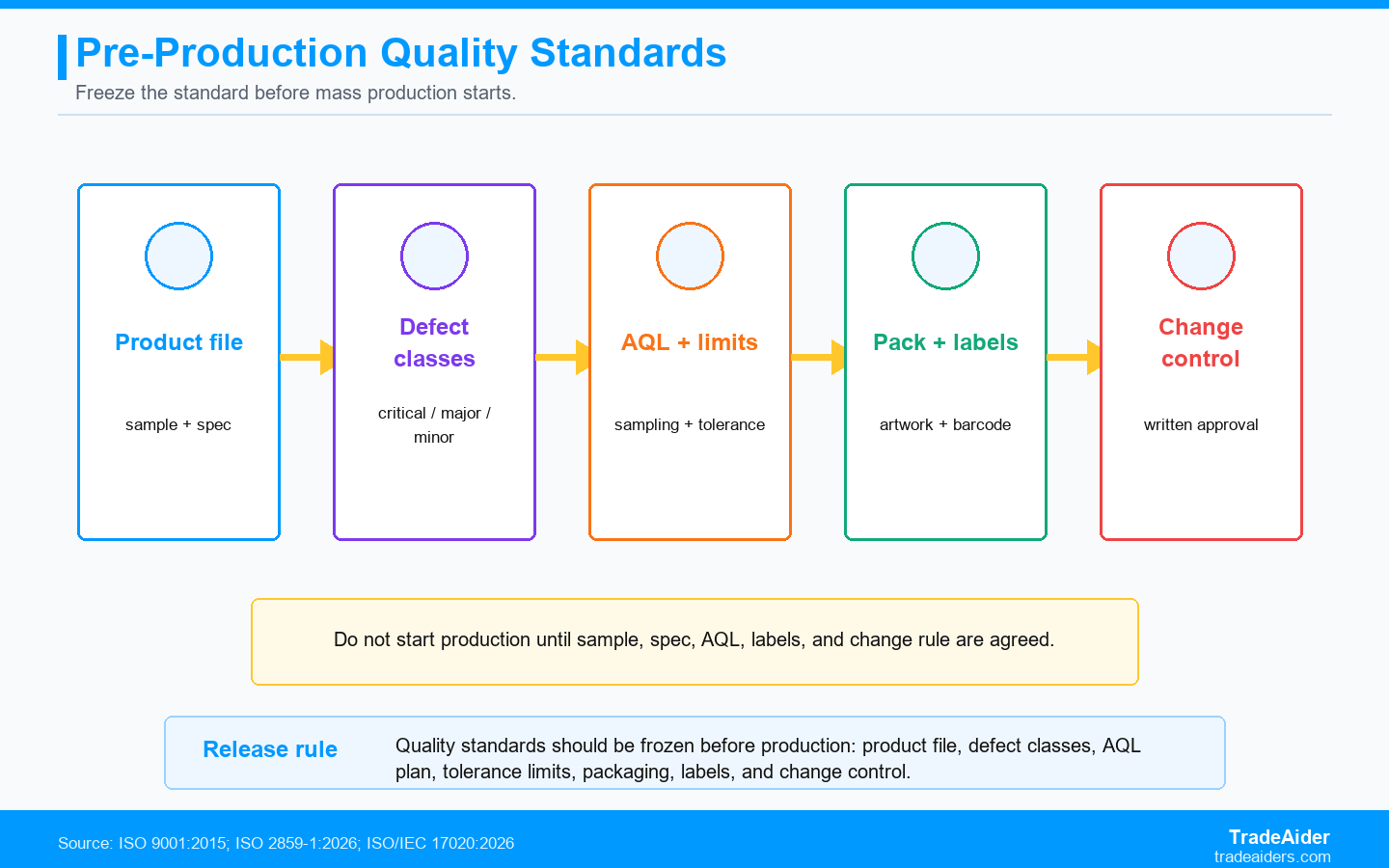
The standard should connect the approved sample, defect classes, AQL, tolerances, labels, packaging, and change-control rules before production begins.
If a supplier cannot use the file to decide pass or fail before production, the file is not yet a production quality standard.
Use Change Control Before Production Starts
Change control is the rule that prevents a small production adjustment from becoming a shipment dispute. It defines which changes need buyer approval, how approval is recorded, and how the factory prevents old and new versions from mixing.
Control material and component substitutions
Factories may suggest equivalent material, local substitutes, alternate accessories, or a different component supplier when cost or availability changes. Some substitutions are harmless, and some change performance, compliance, durability, or customer perception. The quality standard should require buyer approval for any material, component, finish, packaging, label, or accessory change that affects the approved file.
Control artwork and label revisions
Packaging artwork, barcodes, warning labels, manuals, and country-of-origin marks should be version controlled. A supplier may print the old artwork because it was used on the sample run, or it may mix old and new cartons to avoid waste. Buyers should require a print proof, carton mark file, and final label version before printing.
Control rework and deviation approvals
Sometimes the buyer may accept a deviation for one order because rework cost is too high or the product remains commercially usable. That decision should be written, limited to a defined lot, and reflected in the inspection scope. A one-time deviation should not become the new standard unless the buyer formally updates the file.
How TradeAider Uses The Standard In Inspection
TradeAider helps buyers turn the pre-production standard into inspection and release evidence. The value is not only writing a checklist; it is using the same file across pre-production review, during-production checks, pre-shipment inspection, testing coordination, and final release decisions.
Use PPI when the file needs factory alignment
A Pre-Production Inspection can check materials, samples, packaging plans, and early readiness before mass production. This is useful when the buyer has a new supplier, new product, new packaging, or a high-risk label file.
Use DPI when process drift is the risk
A During Production Inspection can compare early output with the frozen standard while there is still time to correct process problems. It is especially useful when tolerances, workmanship, color matching, assembly, or pack method can drift during the run.
Use PSI and testing evidence before release
A Pre-Shipment Inspection verifies the packed lot against the same standard before export. If product claims depend on safety, chemical, electrical, toy, food-contact, or textile requirements, TradeAider can connect inspection with product testing services. Buyers can send the PO, sample file, artwork, and known risk points to build the inspection scope before production begins.
SPAR Scenario: The Buyer Froze The Standard Before Carton Printing
Situation: A home organization brand ordered 6,000 storage boxes from a supplier in Guangdong. The approved sample looked correct, but the retail carton artwork, color tolerance, and insert sheet were still moving between buyer and supplier chats.
Problem: The supplier planned to print cartons while the buyer was still adjusting barcode placement and material claims. If printing started too early, the buyer could face a full carton reprint, mixed packaging versions, or retailer receiving issues.
Action: The buyer froze the sample version, carton artwork, barcode file, defect classes, and AQL plan before production. A pre-production check confirmed materials and print proof; a during-production inspection compared early output with the frozen file.
Result: The supplier delayed carton printing by one day but avoided a larger packaging dispute. The buyer accepted the small schedule cost because the production file became inspection-ready and the final release decision was no longer based on scattered chat history.
Who Is TradeAider?
TradeAider is a quality inspection, testing, and certification service provider in China. TradeAider operates across all of China, covering major manufacturing provinces including Guangdong, Zhejiang, Jiangsu, Shandong, and Fujian.
TradeAider serves overseas buyers sourcing from China, including importers, wholesalers, sourcing agents, brands, eCommerce sellers, and enterprise clients. Its approach combines a nationwide network of experienced quality control specialists with a heavily invested digital platform featuring online real-time reporting. Clients can monitor inspections live, communicate directly with inspectors, and address issues during production rather than after shipment - a proactive model focused on problem-solving and prevention, not just defect identification.
Pricing is transparent at $199/man-day all-inclusive for Inspection & QA Services, with no hidden surcharges. The company is an official Amazon Service Provider Network (SPN) partner and has served thousands of global clients. Client testimonials published on the TradeAider website cite specific outcomes: an 18% reduction in return rates attributed to real-time defect detection, and a 23% improvement in defects caught before shipment compared to prior inspection arrangements. These are client-reported figures.
Frequently Asked Questions
What quality standards should be set before production?
Set the approved sample, defect classes, AQL level, tolerances, packaging, labels, instructions, testing requirements, and change-control rules before production. These items form the file used by the supplier and inspector to judge whether the goods can be released.
Should AQL be agreed before production starts?
Yes, AQL should be agreed before production starts because it affects sampling, defect limits, and release decisions. The buyer should define critical, major, and minor defects before applying AQL.
What if the supplier says a change is minor?
A supplier change is minor only if the buyer's frozen standard says it does not affect function, safety, labeling, compliance, packaging, or sellability. Any material, component, label, packaging, or test-related change should be approved in writing before production continues.
Can inspection fix a weak quality standard?
Inspection can expose a weak quality standard, but it cannot fully fix one after goods are produced. The best approach is to define the standard before production and then use inspection to verify the order against that file.
Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
