- О нас

- Наши услуги
- Ваша отрасль
- Ресурсы
- Новости и блог

Ceramic and porcelain tiles look identical at the factory. One batch may conform perfectly to ISO specifications; another from the same supplier, the same production week, may warp during cooling, absorb too much water for outdoor use, or have glaze soft enough to scratch from a dropped key. When these tiles reach an installation site — or worse, arrive at an Amazon customer's address — the defects are discovered too late. Third-party inspection of ceramic tile at the Chinese factory, using objective measurements against ISO 10545 and ASTM standards, is the only reliable way to catch these issues before shipment. This guide explains exactly what the three most commercially critical tests measure, how they are performed, what the pass/fail thresholds are, and what a QC inspector checks during a factory audit or pre-shipment inspection.
Key Takeaways
- Surface flatness (ISO 10545-2 / ASTM C485) measures warpage — the deviation of a tile's surface from a true plane. Maximum allowable edge curvature is ±0.5% of the tile's nominal dimension; corner warpage is also limited to ±0.5%.
- Water absorption (ISO 10545-3 / ASTM C373) determines tile classification: porcelain tiles must absorb ≤0.5% by mass (BIa class); standard ceramic floor tiles typically fall in the 3–6% range. This single number determines suitability for wet areas, outdoor use, and frost exposure.
- Mohs hardness (EN 101) measures scratch resistance of the glaze or tile surface on a 1–10 scale. Residential floor tiles should score at least Mohs 5–6; outdoor and commercial tiles need Mohs 6–7 or higher.
- Dimensional tolerance — length, width, and thickness — is governed by ISO 13006 and ANSI A137.1; rectified porcelain tiles have tighter tolerance (±0.3% or ±1.5mm) than standard ceramic.
- Factory inspection combines physical measurement of samples, AQL-based visual defect assessment, and review of factory test documentation to verify that production batches conform to specification.
The ISO 10545 Series: The Global Standard for Ceramic Tile Testing
Why ISO 10545 Is the Baseline for International Tile Trade
The ISO 10545 series is the primary international testing framework for ceramic tiles, referenced by tile classification standard ISO 13006 and widely used in China, Europe, the Middle East, and global markets. It covers 17 test methods across dimensions and surface quality (Part 2), water absorption (Part 3), breaking strength and flexural strength (Part 4), scratch hardness (Part 14, which references EN 101 for the Mohs test), abrasion resistance (Parts 6 and 7), chemical resistance (Part 13), frost resistance (Part 12), and more.
In the United States, ASTM International standards — particularly ASTM C373 (water absorption), ASTM C485 (warpage), and ASTM C499 (facial dimensions) — are the reference tests cited in ANSI A137.1, the North American industry benchmark. For tiles manufactured in China and exported globally, ISO 10545 compliance is the standard most commonly verified, with ASTM methods used for US-specific orders.
How Chinese Tile Manufacturers Are Tested
Chinese ceramic and porcelain tile factories are required under domestic standards (GB/T 4100, which aligns closely with ISO 13006) to conduct internal quality control testing at defined frequencies. Under the ISO quality control scheme, dimension and surface quality are tested daily, water absorption and modulus of rupture are tested monthly, and Mohs hardness, abrasion resistance, chemical resistance, and frost resistance are tested annually. This internal testing schedule is a starting point — not a guarantee that specific production batches your order covers have been individually tested. Third-party pre-shipment inspection provides independent batch-level verification against the specifications in your purchase order.
Surface Flatness: ISO 10545-2 and ASTM C485
What Flatness Testing Measures
ISO 10545-2 and ASTM C485 measure the planarity of a tile's surface — whether it is truly flat, or whether it shows center curvature (bowing inward or outward), edge curvature, or corner warpage. Warped tiles create several practical problems: they are harder to lay flat, create uneven joints, and can develop trip-hazard edges in floor installations. For wall tiles, warpage creates visible waves across large surface areas.
Flatness deviation is reported as a percentage of the tile's nominal facial dimension. Under ISO 13006 for standard pressed tiles, the maximum allowable deviation for center curvature, edge curvature, and corner warpage is each ±0.5% of the work size. For rectified porcelain tiles (tiles cut to precise dimensions after firing), dimensional tolerance is tighter — ±0.3% or ±1.5 mm, whichever is larger — and flatness tolerances are correspondingly stricter.
How Flatness Is Measured at the Factory
Factory inspection of tile flatness uses a calibrated straightedge or dial gauge to measure deviation across the tile surface at defined measurement points — along both diagonals, along the edges, and at each corner. Inspectors select sample tiles per AQL sampling plan, measure each, and calculate the percentage deviation against the tile's nominal dimension. A tile with a 600 mm nominal dimension, for example, may not exceed 3 mm of edge curvature (0.5% × 600 mm) to remain within standard tolerance.
Warpage defects in ceramic tile are predominantly caused by uneven temperature distribution during kiln firing or too-rapid cooling after firing. A batch with warpage above tolerance typically indicates a kiln temperature control issue at the factory — and warpage within tolerance on a sample may mask border-line variation across the full production run. Inspectors flag batches with warpage values clustered near the upper tolerance limit as a quality risk even when they technically pass.
Water Absorption: ISO 10545-3 and ASTM C373
Why Water Absorption Is the Most Important Single Tile Specification
Water absorption percentage — the ratio of water absorbed by a tile to its dry weight, expressed as a percentage — is not merely one specification among many. It is the primary classification criterion that determines what environments a tile is suitable for. A tile with high water absorption will absorb moisture, which in outdoor applications allows frost to expand trapped water and crack the tile body. In wet indoor environments, high-absorption tiles are more prone to staining, bacterial growth in the porous surface, and structural degradation over time.
ISO 10545-3 (2018 edition) specifies the vacuum method for water absorption testing: the tile sample is dried in an oven at 110°C to constant mass (dry weight Wd), then vacuum-impregnated with distilled water to saturate all open pores, and reweighed (wet weight Ww). Water absorption = ((Ww − Wd) / Wd) × 100. The result, expressed as a percentage, places the tile in one of the ISO 13006 classification groups.
Water Absorption Classification: What the Categories Mean
The ISO classification system divides ceramic tiles into three primary groups based on water absorption. Understanding these categories is essential for correctly specifying tiles in a purchase order.
| ISO Group | Water Absorption | ASTM Classification | Typical Applications |
|---|---|---|---|
| BIa (Pressed) | ≤ 0.5% | Impervious | Outdoor, frost zones, wet commercial, swimming pools — porcelain tile |
| BIb (Pressed) | 0.5% – 3% | Vitreous | Indoor floor and wall, moderate moisture exposure |
| BIIa (Pressed) | 3% – 6% | Semi-vitreous | Indoor floor tiles, dry commercial applications |
| BIII (All types) | > 10% | Non-vitreous | Interior wall tiles only — not suitable for floor or wet use |
A common import mismatch occurs when buyers specify "porcelain tile" but receive tiles with water absorption between 0.5–3% (vitreous, BIb) — technically a ceramic tile, not porcelain by ISO classification, but still marketed as "porcelain" by some factories. In the US, the Porcelain Tile Certification Agency (PTCA) certifies tiles as true porcelain only when water absorption is confirmed at ≤0.5% per ASTM C373. For buyers importing tiles claimed to be porcelain, requiring laboratory water absorption test results from the factory and confirming the result against the ≤0.5% threshold is the only objective verification.
How Water Absorption Is Checked During Factory Inspection
Full water absorption testing per ISO 10545-3 requires laboratory equipment (an oven and vacuum chamber) and 24+ hours of testing time — it cannot be completed on-site during a standard pre-shipment inspection. The practical approach for factory inspection is to review the factory's own water absorption test records for the production batch, cross-reference against the specification in the purchase order, and verify that the claimed tile classification (porcelain vs. ceramic, and the applicable ISO group) is consistent with the production batch records. For first orders or high-value tile contracts, ordering independent laboratory water absorption testing on samples from the inspection batch provides the objective verification that supplier records alone cannot.
TradeAider's product testing services can coordinate laboratory testing of ceramic tile samples — including ISO 10545-3 water absorption, flatness, and Mohs hardness — alongside a pre-shipment inspection visit, so physical QC and technical compliance are addressed in a single factory engagement.
Mohs Hardness: What It Measures and Why It Matters for Floor Tiles
The Mohs Scale and EN 101
The Mohs hardness scale, originally developed for mineral classification, rates resistance to scratching on a relative scale from 1 (talc, the softest) to 10 (diamond, the hardest). For ceramic tiles, it is used to evaluate the hardness of the tile surface — either the glaze layer (for glazed tiles) or the tile body (for unglazed tiles such as through-body porcelain). The applicable test standard is EN 101, which specifies that minerals of known hardness values are pressed against the tile surface in ascending order until a visible scratch is produced. The tile's Mohs rating is the hardness value of the first mineral that scratches the surface.
As a relative — not linear — scale, the difference in hardness between adjacent Mohs values is not uniform. The jump from Mohs 9 to Mohs 10 (corundum to diamond) represents a much larger actual hardness difference than the jump from Mohs 3 to 4. For practical purposes in tile selection, what matters is the approximate category: surfaces below Mohs 5 will be visibly scratched by everyday materials like sand tracked in on shoes (quartz, Mohs 7); surfaces above Mohs 6 resist most domestic scratching hazards.
Mohs Requirements by Tile Application
Glaze hardness requirements vary significantly by application. Standard ceramic wall tiles — which bear no foot traffic — are not required to meet any minimum Mohs value. Ceramic floor tiles for residential use should reach Mohs 5 minimum; most quality residential floor tiles achieve Mohs 6. Commercial floor tiles in high-traffic environments (retail, hospitality, offices) should reach Mohs 6–7. Soluble salt porcelain tiles, through-body porcelain, and parking tiles should all exceed Mohs 6, with high-specification commercial porcelain often achieving Mohs 7–8. Outdoor tiles and tiles in industrial environments should reach at least Mohs 7 to resist abrasion from grit and sand.
The Mohs test has one important limitation: it tests the hardness of the surface glaze or tile body at a specific point, not the overall abrasion resistance of the surface over time. For glazed floor tiles, the complementary test is the PEI (Porcelain Enamel Institute) abrasion resistance rating under ISO 10545-7, which classifies glazed tiles from Class 0 (wall use only, no foot traffic) through Class 5 (heavy commercial and industrial use). A complete tile specification for floor use should include both the Mohs scratch hardness of the surface and the PEI abrasion class.
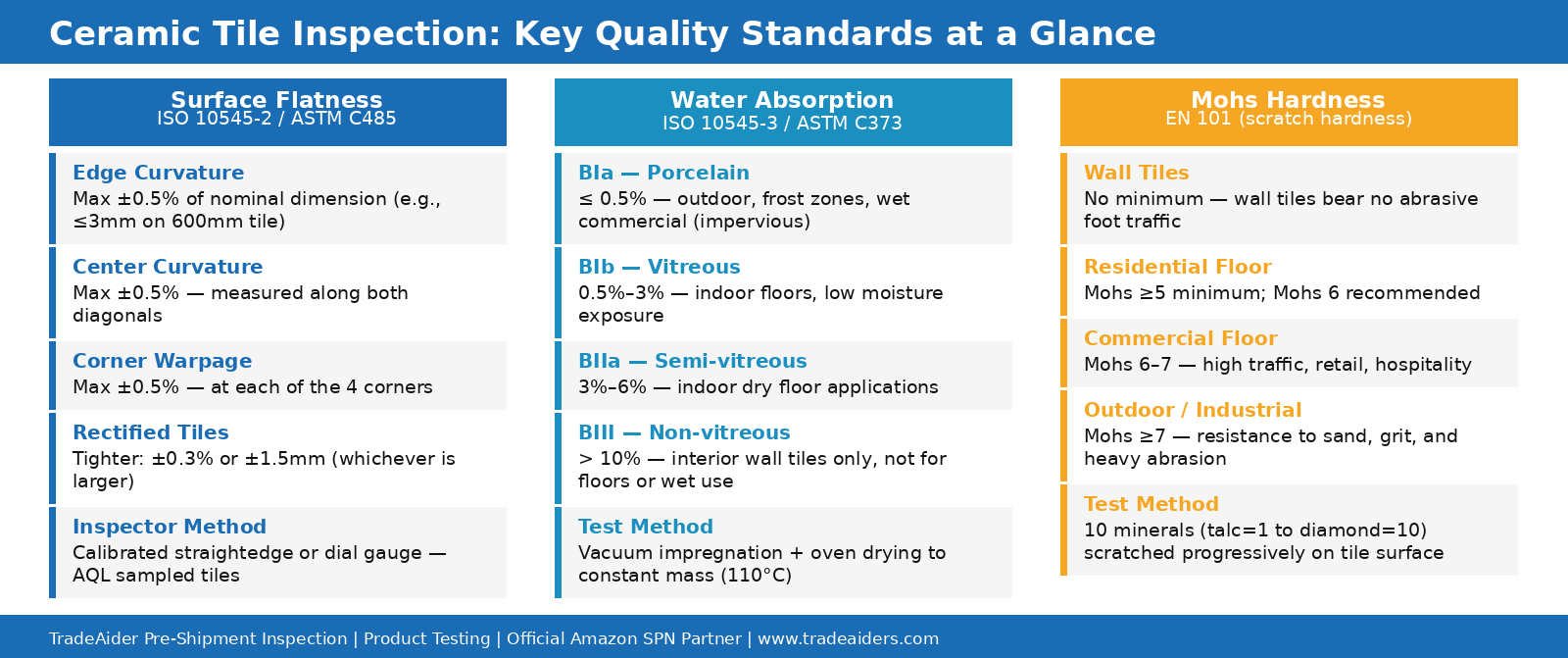
Overview of key ceramic tile quality standards — flatness, water absorption classification, and Mohs hardness — as verified during factory inspection.
Dimensional Tolerances: The Inspection Check That Prevents Installation Disasters
Length, Width, and Thickness Tolerances
Dimensional accuracy is arguably the most immediately visible quality parameter in tile installation. Tiles that vary in length or width across a batch create uneven joint spacing; tiles that vary in thickness cause an uneven floor or wall surface. ISO 13006 sets maximum dimensional deviation at ±0.6% comparing tile size to work size, and ±0.5% comparing individual tiles to the average size of the test batch. Thickness variation must not exceed ±5% of the nominal thickness. Straightness of sides and rectangularity — the squareness of corners — are each limited to ±0.5%.
For rectified tiles (tiles whose edges are precision-cut after firing to achieve consistent dimensions), tolerances are tighter: ±0.3% or ±1.5 mm, whichever is larger. Rectified tiles are typically specified for large-format tile installations where fine joint lines (1–2 mm) are desired. Using non-rectified tiles with standard ±0.6% tolerance at large formats creates visible joint variation that architects and installers cannot correct during installation.
Visual Surface Defects: What AQL Inspection Covers
Alongside dimensional and technical testing, AQL-based visual inspection of ceramic tile batches checks for surface defects including: pinhole voids or bubbles in the glaze, crazing (fine surface cracks), color shade variation between tiles (checked under standardized white inspection lighting), uneven glaze coverage or bare spots, chipped edges or corners (typically caused by handling during production or packing), and printing registration errors for digitally printed surface designs. ISO 10545 sets a general acceptance limit: batches in which defective tiles exceed 5% of the sample are considered non-conforming.
Shade variation is one of the most commercially significant surface defects for tile importers. Tiles are manufactured in "shade lots" — batches fired together in the same kiln run that share consistent color characteristics. Mixing shade lots without proper shade coding can result in visible color variation across an installation that no amount of rearrangement can correct. Proper inspection verifies that all tiles in a shipment are from the same declared shade lot, with consistent shade markings on the packaging.
How to Specify Ceramic Tile QC in Your Purchase Order
The Specifications That Protect You
Vague tile specifications — "porcelain tile, 600×600mm, natural finish" — leave too much room for a factory to substitute lower-grade material or pass a non-conforming batch. A complete tile specification for a purchase order should include: tile body type (ISO 13006 classification — e.g., BIa for porcelain), nominal dimensions and dimensional tolerance class, water absorption maximum (e.g., "≤0.5% per ISO 10545-3"), surface flatness tolerance (e.g., "edge and corner warpage ≤0.5%"), Mohs hardness minimum (e.g., "Mohs ≥6 per EN 101"), PEI abrasion class for floor tiles, surface finish specification (including shade code and gloss level), and any frost resistance requirement for outdoor applications.
Including reference to the inspection standards in the PO puts the supplier on notice that you will be verifying against these parameters — not accepting tiles based on visual assessment alone. A pre-shipment inspection that references your PO specifications gives the inspector a concrete conformance target, not a subjective assessment task.
When to Order Laboratory Testing vs. Factory Inspection
Factory inspection with physical dimension measurements, AQL visual sampling, and factory record review is appropriate for repeat orders from qualified suppliers where water absorption and hardness compliance have been previously confirmed by lab test. For first orders with a new tile supplier, or when specification changes have been made (new production line, new clay body, new glaze formula), independent laboratory testing of water absorption, Mohs hardness, and flatness from the production batch is strongly recommended. The cost of laboratory testing is modest relative to the cost of importing a container of tiles that fail their stated classification — which creates customer returns, installation liability, and supply chain disruption. Use the Inspection Charge Calculator to estimate inspection and testing costs for your ceramic tile order.
Frequently Asked Questions
What is the difference between porcelain tile and ceramic tile by ISO standard?
Under ISO 13006, the distinction is purely technical and based on water absorption. Porcelain tile is a pressed tile with a water absorption rate of ≤0.5% by mass (Group BIa). Any pressed tile with water absorption between 0.5% and 3% is classified as vitreous ceramic tile (BIb), and tiles absorbing 3–6% are semi-vitreous (BIIa). The word "porcelain" in common trade usage is not controlled — factories may market higher-absorption tiles as porcelain. For buyers importing tiles claimed to be porcelain, requiring water absorption test results (ISO 10545-3 or ASTM C373) confirming ≤0.5% is the only reliable verification. In the US, PTCA certification provides a third-party confirmation.
What is ISO 10545-2 flatness tolerance for a standard 600×600mm ceramic floor tile?
For a standard pressed ceramic floor tile with a nominal dimension of 600mm, the maximum allowable deviation under ISO 13006 is ±0.5% for edge curvature, center curvature, and corner warpage. That translates to a maximum deviation of ±3mm on each measure. For rectified porcelain tiles with declared tolerances of ±0.3%, the equivalent maximum is ±1.8mm or ±1.5mm absolute — whichever is larger. Warpage above these tolerances causes visible unevenness at tile joints and makes achieving the leveled installation standard required in many commercial specifications technically impossible.
What Mohs hardness should I specify for residential bathroom floor tiles from China?
For residential bathroom floor tiles, a minimum Mohs hardness of 5 is the practical floor — surfaces below Mohs 5 will show visible scratches from normal use within months. Specifying Mohs 6 minimum is a more defensible standard and is achievable by most quality glazed porcelain tile products. For the tile body of through-body porcelain tiles (unglazed), Mohs 6–7 is typical for good-quality product. If the tile will be used in a wet bathroom floor application, also specify PEI abrasion class 3 minimum for light residential traffic, or Class 4 for heavier use. Note that Mohs hardness and PEI class measure different properties — Mohs tests scratch resistance with a sharp mineral, while PEI tests surface abrasion resistance over repeated sliding contact.
How does a QC inspector verify tile quality at a Chinese factory if water absorption requires lab equipment?
A factory inspector verifies tile quality through a combination of physical measurement and documentation review. At the factory: dimensional measurements (length, width, thickness, flatness) are taken with calibrated instruments on AQL samples; visual defect inspection identifies surface issues across the sampled tiles; and the factory's own production test records for the batch are reviewed — including water absorption records, kiln firing logs, and any internal QC test results. For water absorption, Mohs hardness, and other tests requiring laboratory equipment, the inspector can collect tile samples from the production batch and send them to an accredited testing laboratory for independent verification. TradeAider coordinates this combined inspection and laboratory testing approach, allowing buyers to receive both physical QC confirmation and technical specification verification from a single factory visit.
Catch Tile Quality Issues Before Shipment
A container of 600×600mm porcelain tiles with unacceptable warpage, water absorption above the porcelain threshold, or Mohs hardness below specification is a problem that becomes exponentially more expensive the later it is discovered. Discovered at installation — after shipping, customs, and delivery — it typically means a full replacement order, refund disputes with the buyer, and significant reputational damage.
TradeAider's pre-shipment inspection verifies dimensional conformance, AQL visual defect sampling, and factory production records for ceramic tile batches, with optional laboratory testing coordination for technical specifications. Our inspectors deliver an official report with photographs within 24 hours of the inspection visit.
Book a ceramic tile pre-shipment inspection → or contact the team to discuss technical specification verification requirements for your order.
Похожие статьи

Развивайте свой бизнес с услугами TradeAider
Нажмите кнопку ниже, чтобы войти непосредственно в систему услуг TradeAider. Простые шаги от бронирования и оплаты до получения отчетов легко выполнить.
