- О нас

- Наши услуги
- Ваша отрасль
- Ресурсы
- Новости и блог
When you order industrial motors from a Chinese manufacturer, three invisible failure modes decide whether your equipment runs for 20 years or burns out in six months: degraded winding insulation, excessive bearing vibration, and winding temperatures that quietly cook past the rated limit. None of these are visible on a production floor inspection. Each one requires a specific test — and each test has an internationally recognized standard that defines pass and fail. This guide walks through what those tests are, what the standards require, and what buyers sourcing motors from China need to verify before a shipment leaves the factory.
Key Takeaways
- Insulation class (A, B, F, H) defines the maximum temperature a motor winding can withstand — most industrial motors use Class F (155°C max), often tested to stricter Class B rise limits (80K) for longer service life.
- ISO 10816-3 sets four vibration zones (A–D) for industrial motors above 15 kW; newly commissioned equipment should measure below 2.3 mm/s RMS (Group 2, rigid mount, Zone A).
- Full-load temperature rise testing under IEC 60034-1 requires the motor to reach thermal equilibrium — a winding temperature change of no more than 2°C per hour — before readings are accepted.
Why These Three Tests Matter for Buyers
A motor's nameplate lists voltage, power, speed, and insulation class. What it doesn't show is whether the manufacturer actually tested those values — or simply stamped the plate to match the order spec. In a market where cost pressure on Chinese factories is intense, cutting corners on insulation varnish quality, rotor balancing, and thermal testing is common. The consequences fall entirely on the buyer: premature bearing failure, winding burnout, production downtime, and costly replacements.
Third-party electrical product testing that covers insulation resistance, vibration, and temperature rise gives buyers independent verification that what's on the nameplate matches real performance. TradeAider's product testing services coordinate these checks as part of a pre-shipment quality workflow, so problems surface before goods reach your facility.
Insulation Class Checks: What They Are and How They're Performed
The Four Insulation Classes Explained
Motor winding insulation is classified by how much heat it can sustain without degrading. The IEC 60085 standard defines these thermal classes, and they align directly with NEMA classifications used in North America. IEC 60034-5 and IEC 60085 together govern both the protection rating and the thermal classification of rotating electrical machines.
The table below shows the four classes in active industrial use, their maximum operating temperatures (assuming a 40°C ambient), and their typical applications:
| Insulation Class | Max Operating Temp (°C) | Allowable Temperature Rise (K, at 40°C ambient) | Typical Applications |
|---|---|---|---|
| A | 105°C | 60K | Older motors, low-duty appliances |
| B | 130°C | 80K | Industrial fans, pumps, moderate duty |
| F | 155°C | 105K | General industrial — most common class today |
| H | 180°C | 125K | Compressors, high-ambient environments, heavy duty |
According to Motion Control Tips, Class F is the dominant choice for new industrial motors, with many manufacturers building to Class F insulation but evaluating performance against the stricter Class B rise limit of 80K. This "F/B" approach provides a meaningful thermal safety margin — the winding runs 25°C cooler than the insulation's actual limit, which roughly doubles service life based on the Arrhenius relationship.
The Critical Rule: Every 10°C Above Rated Temperature Halves Motor Life
This isn't a general guideline — it's a well-documented thermal degradation relationship. The Snell Group's reliability documentation describes it directly: a Class F motor rated to 155°C that operates at 165°C continuously will have its lifespan reduced by half compared to operation at the rated temperature. At 175°C, the life is cut to a quarter. This means a motor bought expecting a 20-year service life will fail in five years if it consistently runs 20°C hot.
For buyers sourcing motors in volume from Chinese factories, this matters acutely. A factory under cost pressure may use lower-grade impregnation varnish, skip full vacuum pressure impregnation (VPI) treatment, or reduce the varnish application cycle count — all of which reduce the effective thermal class of the winding even if the nameplate still reads "Class F."
How Insulation Is Tested: IR and Polarization Index
Two primary tests verify winding insulation health before shipment:
Insulation Resistance (IR) Test: A DC test voltage is applied between the winding and the motor frame (ground). IEC 60034-27-4 provides the recommended test procedures and minimum acceptable IR values for rotating machines rated 750 W and above. The minimum acceptable value for a new motor is generally 1 MΩ per kV of rated voltage, plus 1 MΩ — though specific values depend on winding voltage class and thermal condition of the winding at test time.
Polarization Index (PI) Test: This extends the IR test to measure the ratio of the 10-minute IR reading to the 1-minute reading. A PI of 2.0 or above (for Class B, F, H materials) indicates healthy, dry insulation. A PI below 1.0 suggests contamination, moisture absorption, or thermal degradation. IEEE Standard 43-2000 guidance published in Plant Services notes that the PI test is especially valuable for revealing large-scale insulation deterioration that lower-voltage tests might miss.
In a factory acceptance test context, both tests should be performed cold (before temperature rise testing) and again after the motor reaches thermal equilibrium at full load. A winding that passes cold but fails hot indicates borderline insulation — likely to degrade rapidly in field conditions.
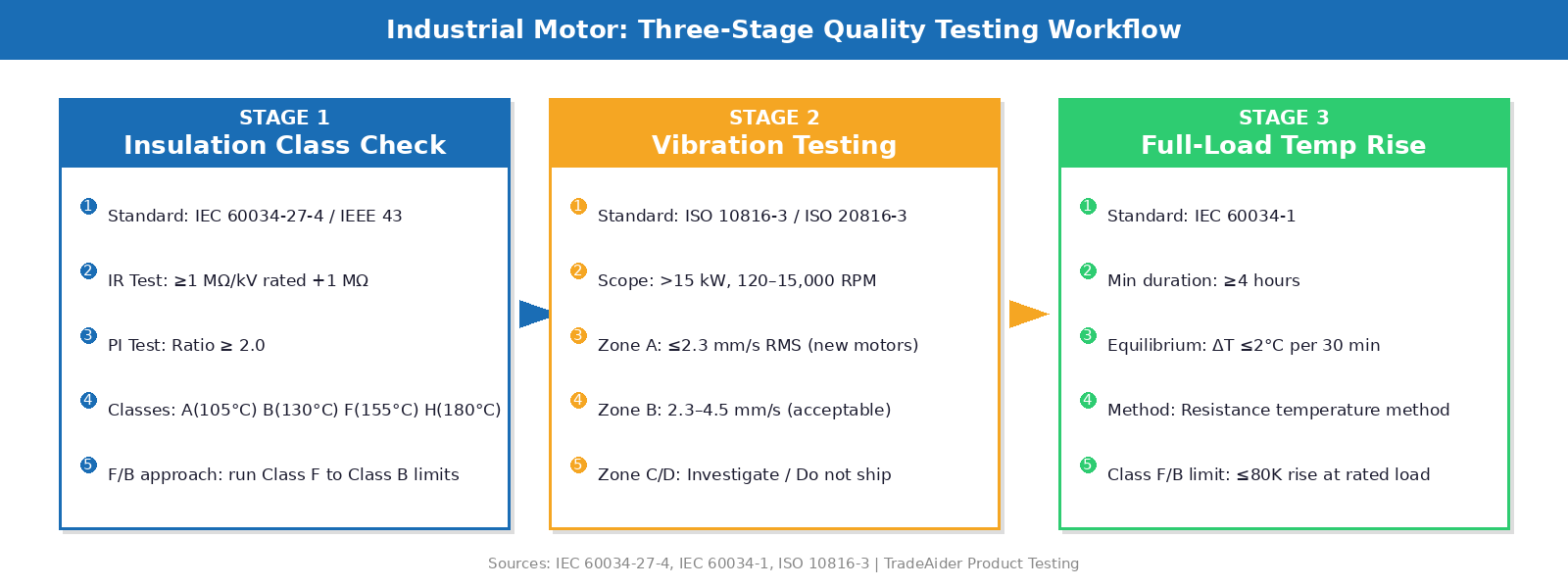
Figure 1: The three-stage motor quality testing workflow — insulation class verification, vibration zone classification, and full-load temperature rise confirmation.
Vibration Testing: ISO 10816-3 and What the Zones Mean
Why Vibration Testing Belongs in Factory Acceptance
Excessive vibration in a motor is almost always a manufacturing defect — rotor imbalance, bearing misalignment, shaft runout, or loose mounting. These defects are present at the factory. They won't improve after shipment. But they will progressively destroy bearings, fatigue welds, and generate heat that accelerates insulation aging. A motor that vibrates at Zone C levels from day one will fail years before its rated service life.
Factory vibration testing using ISO 10816-3 standards costs far less than a bearing replacement in the field — and dramatically less than unplanned production downtime.
ISO 10816-3: Scope and Zone Boundaries
ISO 10816-3 applies to machine sets with power above 15 kW and operating speeds between 120 and 15,000 RPM, which covers the majority of industrial induction motors, generators, pumps, fans, and compressors. Measurements are taken on the bearing housing using a velocity transducer or accelerometer, expressed as broadband RMS velocity in mm/s.
The standard divides machines into two groups by power: Group 1 (above 300 kW / 50 kW on flexible mounts) and Group 2 (15–300 kW). Within each group, foundation type (rigid vs. flexible) further adjusts the acceptable limits. The four evaluation zones are:
| Zone | Velocity RMS (Group 2, Rigid Mount) | Assessment | Action Required |
|---|---|---|---|
| A | ≤ 2.3 mm/s | Newly commissioned / excellent | None — acceptable for long-term operation |
| B | 2.3 – 4.5 mm/s | Acceptable for unrestricted operation | Monitor; investigate if trending upward |
| C | 4.5 – 7.1 mm/s | Unsatisfactory for continuous operation | Root cause investigation required; plan correction |
| D | > 7.1 mm/s | Damage likely | Immediate shutdown — do not accept from factory |
Vibromera's ISO 10816-3 reference notes that ISO 10816-3 has been formally superseded by ISO 20816-3 (2022), which adds shaft vibration criteria, but the core zone boundary values remain the practical industry standard and most factory acceptance test procedures still reference the 10816-3 limits.
What a Vibration Failure Actually Looks Like
A new motor reading 5.5 mm/s RMS on the drive-end bearing housing at rated speed is a Zone C result. Acoem's interpretation guidance describes Zone C as unsuitable for continuous operation — meaning a supplier who ships this motor is shipping known-defective equipment. Typical root causes at this level include rotor imbalance from poor assembly, a bent shaft, or bearing defects. All are correctable at the factory before shipment. None are correctable once the motor is installed in your production line without a costly strip-down and re-balance.
For buyers placing orders for multiple identical motors, vibration testing on a sample basis — or 100% testing for high-value units — is standard practice in factory acceptance testing. Your purchase contract should specify the ISO 10816-3 zone requirement by group and mount type.
Full-Load Temperature Rise Testing
What the Test Measures and Why It Can't Be Skipped
A motor's insulation class defines a ceiling. Temperature rise testing under load confirms whether the motor actually operates within that ceiling under real working conditions. The difference matters because a motor can pass insulation resistance tests in cold, unloaded condition and still overheat dangerously when running at nameplate power.
IEC 60034-1 is the primary standard governing temperature rise testing for rotating electrical machines. Under this standard, the motor is loaded to its rated output and run continuously until thermal equilibrium is reached. According to water utility engineering specifications referencing IEC 60034-1, thermal equilibrium is defined as a winding temperature change of no more than 2°C over a 30-minute period — meaning the test must run for at least 4 hours, and often longer for larger frame sizes.
Measuring Winding Temperature: The Resistance Method
The most reliable method for measuring average winding temperature is the resistance method, also called the resistance-temperature method. Once the motor reaches thermal equilibrium, power is removed and winding resistance is measured immediately (within 90 seconds for most motors). Since copper and aluminum resistance changes predictably with temperature, the winding temperature can be calculated from the cold resistance (measured before the test) and the hot resistance (measured after loading).
The temperature rise is then the calculated winding temperature minus the ambient temperature at test time. This rise must fall within the limit for the declared insulation class — for a Class F motor at 40°C ambient, the maximum allowable rise is 105K, giving a maximum winding temperature of 145°C (with the remaining 10°C left as hotspot allowance to reach the 155°C material limit).
The F/B Testing Approach: Why a Stricter Test Signals a Better Motor
Many quality-conscious motor manufacturers — and buyers who specify carefully — require that a Class F insulated motor be accepted against Class B temperature rise limits (80K maximum rise) rather than Class F limits (105K). This F/B approach means the winding at full load reaches no more than 120°C (40°C ambient + 80K rise), leaving a 35°C margin below the insulation's rated capability. That margin translates directly into extended service life and better performance in elevated-ambient factory environments — a common situation in Southeast Asian manufacturing facilities where a motor sourced in winter may operate in 50°C summer ambient conditions.
If a supplier resists specifying the temperature rise limit in the purchase agreement, that's a signal worth investigating. A reputable manufacturer with proper thermal design has no reason to avoid a stated rise limit.
Putting It Together: What to Specify in Your Purchase Agreement
Buyers sourcing industrial motors from China should include the following test requirements explicitly in their purchase and quality agreements — not as verbal discussions, but as written acceptance criteria:
| Test | Standard Reference | Minimum Acceptance Criterion |
|---|---|---|
| Insulation Resistance (IR) | IEC 60034-27-4 / IEEE 43 | ≥ 1 MΩ per kV rated + 1 MΩ (cold) |
| Polarization Index (PI) | IEC 60034-27-4 / IEEE 43 | PI ≥ 2.0 (Class B/F/H insulation) |
| Vibration (bearing housing) | ISO 10816-3 / ISO 20816-3 | Zone A (≤ 2.3 mm/s RMS, Group 2 rigid) at rated speed |
| Full-Load Temperature Rise | IEC 60034-1 | ≤ 80K (Class B rise) for Class F insulated motors |
These aren't overly demanding requirements — they represent standard factory acceptance test criteria that any competent motor manufacturer should be able to meet. If a supplier cannot provide test reports verifying these values for each lot or unit supplied, that gap in traceability is itself a quality risk signal.
For motors going into critical applications — conveyors, compressors, pumps in continuous operation — consider requiring third-party witnessed testing rather than accepting the manufacturer's own test certificates. Self-issued test reports from Chinese factories vary significantly in reliability, and the cost of independent verification is a fraction of an unplanned equipment failure.
TradeAider's pre-shipment inspection process includes electrical product testing coordination. If you're ordering industrial motors and want independent verification of insulation, vibration, and thermal performance before shipment, learn how pre-shipment inspection works or use the contact form to discuss your specific testing requirements.
Frequently Asked Questions
What is the most common insulation class for industrial motors?
Class F is by far the most widely used insulation class in new industrial motors today, providing a maximum operating temperature of 155°C. Many manufacturers design Class F motors to perform within Class B temperature rise limits (80K) rather than pushing to the Class F limit of 105K. This built-in thermal margin extends service life and provides headroom for higher ambient temperatures or occasional overload conditions.
What does ISO 10816-3 Zone A mean for a new motor?
Zone A represents the vibration level expected of newly commissioned or recently overhauled equipment in excellent condition. For a Group 2 motor (15–300 kW) on a rigid mount, Zone A means bearing housing vibration below 2.3 mm/s RMS. Any new motor delivered from the factory that reads in Zone B or above should be investigated before acceptance — Zone B is technically acceptable for continued operation but is not the standard for new equipment.
How long does a full-load temperature rise test take?
At minimum four hours under IEC 60034-1, and longer for larger motors. The test continues until thermal equilibrium is confirmed — defined as a winding temperature change of no more than 2°C over a 30-minute period. For large high-voltage motors, this can take eight hours or more. The test cannot be shortened; an abbreviated test will not capture the true steady-state winding temperature and may produce falsely optimistic results.
Can a motor fail insulation testing after passing at the factory?
Yes — and it happens more often than buyers expect. Winding insulation can absorb moisture during ocean freight, particularly if the motor is inadequately protected or stored in humid port conditions. This is why post-arrival IR testing before installation is good practice for critical equipment. A motor that passed 100 MΩ at the factory may read below 1 MΩ after a 30-day sea voyage in a poorly sealed crate. Space heaters inside the terminal box and proper crating are the standard mitigations for long-distance shipments.
Is vibration testing worth doing at the factory, or should it wait until installation?
Factory vibration testing is far more actionable. A Zone C or Zone D result at the factory is a defect the supplier can correct — rebalance the rotor, replace a defective bearing, or realign a coupling — before shipment. The same result at your facility after installation has a much higher resolution cost: motor removal, transport back to a repair facility or replacement procurement, production downtime, and potentially disputed liability with the supplier. Catching it at the source eliminates all of that.
Похожие статьи

Развивайте свой бизнес с услугами TradeAider
Нажмите кнопку ниже, чтобы войти непосредственно в систему услуг TradeAider. Простые шаги от бронирования и оплаты до получения отчетов легко выполнить.
