- О нас

- Наши услуги
- Ваша отрасль
- Ресурсы
- Новости и блог

A robot's repeatability specification is the single number that determines whether it can do the job it was purchased for. A six-axis articulated arm rated at ±0.02 mm repeatability that actually delivers ±0.08 mm in production is not a minor quality shortfall — it is a defective product that will generate scrap, assembly failures, and production downtime from the first day it enters service. For buyers importing industrial robots from Chinese manufacturers, the gap between a manufacturer's published repeatability specification and what the production unit actually delivers is the core quality risk. This article explains how ISO 9283 repeatability testing and full-load stability testing verify that production units match their specifications — and what buyers should require from a factory acceptance test (FAT) before their robots ship.
Key Takeaways
- ISO 9283 defines the standardized test procedure for measuring robot repeatability (RP) — including the test cube, the five measurement positions, and the minimum 30-cycle requirement — but manufacturers are not required to follow the full protocol when publishing their specifications.
- Full-load stability testing runs the robot at rated payload and speed for 2–4 hours continuously to detect thermal drift, servo derating, and gearbox preload degradation that brief functional tests miss entirely.
- Buyers should specify ISO 9283-compliant measurement methodology and full-load stability criteria in the purchase agreement and FAT specification — not accept the manufacturer's self-reported figures as verification.
Repeatability vs. Accuracy: A Critical Distinction
Why Repeatability Matters More Than Accuracy for Most Applications
Robot accuracy and repeatability are often used interchangeably in marketing materials, but they describe fundamentally different performance characteristics. Accuracy refers to how close the robot's tool center point (TCP) comes to a specific programmed target in space — the absolute correspondence between the commanded position and the actual position. Repeatability refers to how consistently the robot returns to the same position across multiple cycles — the variation between consecutive visits to the same programmed point.
For the vast majority of industrial robot applications — pick-and-place, assembly, welding, dispensing — repeatability is the operationally critical parameter. If a robot consistently returns to the same position every cycle, small absolute position offsets can be corrected during programming and teaching. If the robot's return position varies by ±0.15 mm when the specification says ±0.02 mm, no amount of programming correction resolves the problem: the variability itself is the defect. This is why the repeatability specification published in a robot's datasheet is the primary performance claim that buyers need to verify independently.
How Manufacturers Report Repeatability — and Where the Gaps Are
Robot manufacturers typically publish a single repeatability figure in their datasheet — for example, ±0.02 mm, ±0.05 mm, or ±0.1 mm. ISO 9283 defines the test methodology that should underlie this figure: measurements at five specified positions within the ISO test cube, with at least 30 approach cycles per position, using a measurement device with precision at least one order of magnitude better than the stated repeatability value. In practice, however, manufacturers are not legally required to follow the full ISO 9283 methodology when deriving their published specification. Some manufacturers measure repeatability at the most favorable position in the workspace, under ideal thermal conditions, without load, and with fewer cycles than the standard requires.
This means that a published repeatability specification of ±0.02 mm could reflect rigorous ISO 9283 testing across the full workspace, or it could reflect a limited measurement at the robot's most favorable configuration. Third-party verification using the ISO 9283 methodology is the only way to confirm which is the case for the specific production units in a buyer's order.
ISO 9283 Repeatability Testing: The Standard Method
The ISO Test Cube and Measurement Positions
ISO 9283 specifies that repeatability testing should be conducted within the ISO test cube — defined as the largest cube that can be inscribed within the robot's rated workspace. Five measurement positions are defined within and on the faces of this cube, positioned to sample performance across different joint configurations and workspace zones, rather than only at the most convenient or mechanically favorable location.
At each of the five positions, the robot is commanded to approach the position a minimum of 30 times from the same direction. The test instrument — a laser tracker, laser interferometer, or calibrated contact indicator, depending on the required measurement resolution — records the actual TCP position at each approach. The repeatability value (RP) is calculated from the statistical distribution of these measurements: specifically, the radius of the sphere that contains all measured positions, centered at the mean of all measurements. A robot rated at ±0.02 mm RP should produce all 30 measured positions within a sphere of 0.02 mm radius around the mean.
Measurement Equipment Requirements
The measurement instrument used for ISO 9283 repeatability testing must have a precision at least one order of magnitude better than the robot's stated repeatability. For a robot rated at ±0.02 mm, the measurement system must resolve to at least 0.002 mm. This rules out ordinary dial gauges and basic vision-based tracking for high-precision robots, and typically requires a laser tracker (such as Leica, FARO, or API) or a high-resolution laser interferometer. For robots with lower precision specifications (±0.1 mm or coarser), high-quality digital indicators can provide sufficient resolution at lower cost.
When reviewing a manufacturer's FAT documentation or commissioning third-party repeatability testing, buyers should verify that the measurement equipment used is appropriately matched to the robot's specification and was calibrated within its valid calibration period at the time of testing.
Key Parameters ISO 9283 Measures
| Parameter | Definition | Why It Matters for Buyers |
|---|---|---|
| Pose Repeatability (RP) | Radius of sphere containing all TCP positions across repeated approaches to the same programmed point | Primary specification for assembly, welding, and pick-and-place accuracy |
| Pose Accuracy (AP) | Distance between the commanded position and the mean of all attained positions | Relevant for offline programming and CAD-to-part applications |
| Position Stabilization Time | Time from motion completion until the TCP stays within the declared pose zone | Determines achievable cycle time at rated precision — critical for throughput calculations |
| Position Overshoot | Maximum excursion beyond the target pose during deceleration | Affects safety margins in applications near tooling or fixtures |
| Drift of Pose Characteristics | Change in position repeatability over time during extended operation (warm-up drift) | Determines whether repeatability degrades as the robot reaches thermal equilibrium during a shift |
| Path Repeatability (RT) | Deviation between consecutive traversals of the same programmed path | Critical for continuous-path applications such as arc welding and sealing |
Full-Load Stability Testing
What Brief Functional Testing Misses
A factory functional test — running the robot through a motion program for a few minutes before packing — verifies that the robot powers on, moves, and does not generate immediate fault codes. It does not verify the robot's behavior after it reaches thermal equilibrium under sustained production load. An industrial robot's joints, gearboxes, and servo amplifiers generate heat during operation. As temperature rises, thermal expansion affects gearbox preload, servo gain characteristics change, and lubricant viscosity shifts. In a well-engineered robot, these effects are compensated within the control system's thermal model. In a robot with marginal component quality or inadequate thermal management, they appear as measurable repeatability drift, increased position overshoot, or servo derating — often beginning after 30 to 60 minutes of continuous operation.
How Full-Load Stability Testing Is Conducted
Full-load stability testing runs the robot continuously at its rated payload and rated speed through a representative motion profile for a sustained period — typically 2 to 4 hours, depending on the buyer's risk tolerance and the robot's intended application duty cycle. During the test, the following parameters are monitored and logged: TCP positional repeatability measured at regular intervals (every 30 minutes is a practical interval), joint temperatures or amplifier heat sink temperatures if accessible, servo current draw on each axis, fault log entries, and any velocity or acceleration reductions triggered by the control system's thermal protection logic.
The critical acceptance criterion for full-load stability testing is that the robot's measured repeatability at the end of the stability run should not exceed the specified RP value — and should not have drifted significantly from the cold-start baseline. A robot that meets its RP specification cold but exceeds it after 90 minutes of operation is a robot with a thermal management problem that will manifest in production.
Failure Modes Full-Load Testing Detects
Three specific failure modes are reliably detected by full-load stability testing that brief functional testing does not catch. Thermal drift is the gradual change in TCP position as gearbox and motor temperatures rise toward equilibrium — a shift of 0.05–0.1 mm over 60 minutes in a robot rated at ±0.02 mm represents a serious quality failure. Servo derating occurs when amplifier thermal protection reduces maximum torque and acceleration on one or more axes under sustained load — it appears as a measurable increase in stabilization time and cycle time degradation. Gearbox preload degradation — backlash that was within tolerance cold but increases as lubricant heats and loses viscosity — appears as increased position overshoot and repeatability scatter at the end of the stability run.
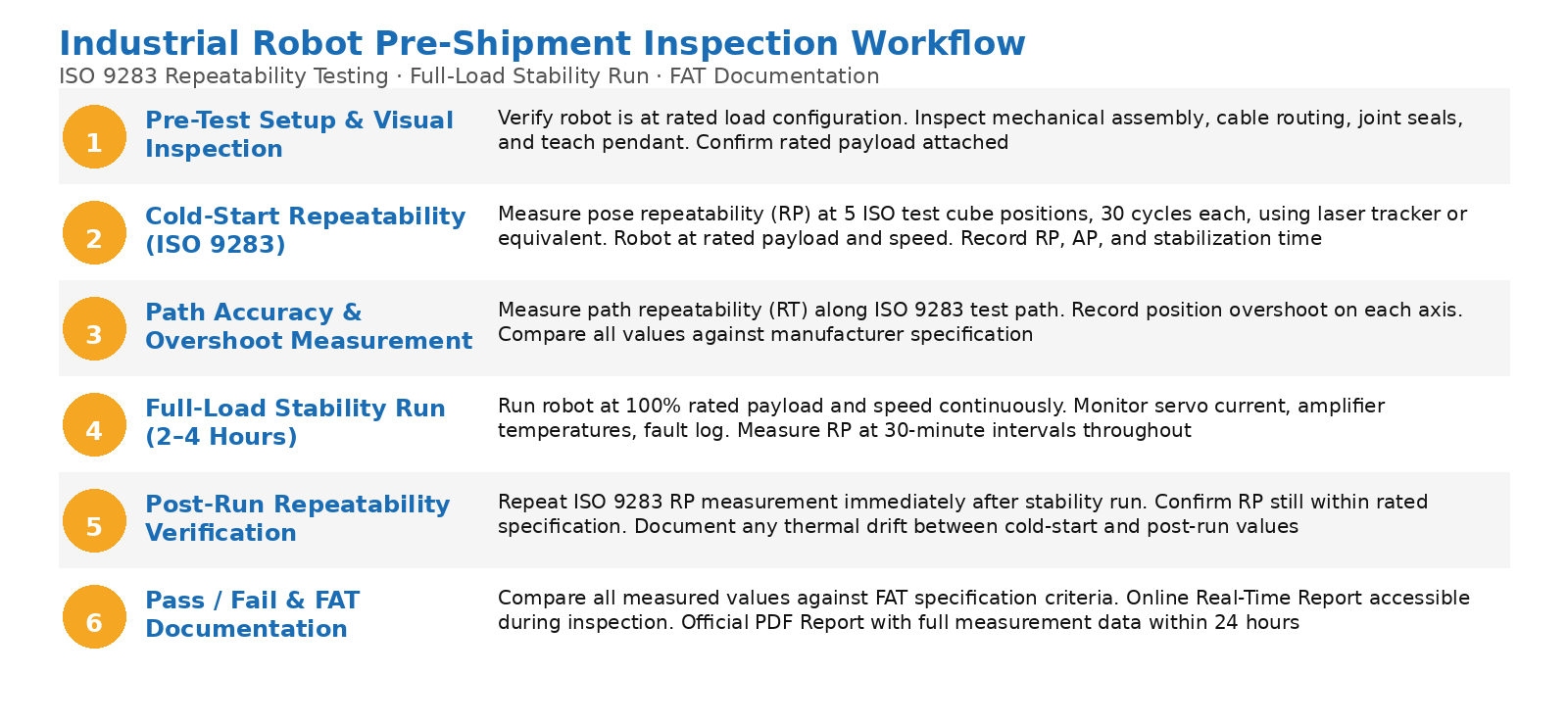
Industrial robot pre-shipment inspection workflow: from pre-test setup through ISO 9283 repeatability measurement, full-load stability run, and documentation.
Building Repeatability Verification into Your FAT Specification
What Buyers Should Require Before Shipment
A factory acceptance test (FAT) that genuinely verifies a robot's performance before shipment should address several elements that default manufacturer testing often omits. First, the FAT specification should explicitly require ISO 9283-compliant repeatability measurement — naming the standard by number, specifying the required measurement equipment type and calibration status, and requiring measurements at all five ISO test cube positions rather than at a single self-selected point. Second, it should specify the rated payload and speed at which repeatability must be demonstrated — a robot tested without payload may show excellent repeatability that degrades significantly when the rated load is attached. Third, full-load stability testing duration and acceptance criteria should be defined: for example, "RP shall not exceed the rated value at the 120-minute mark during a 2-hour continuous full-load stability run."
Including these specifications in the purchase agreement, not just in a verbal request at the time of inspection, is what creates an enforceable quality baseline. A supplier who knows that an independent third-party inspection will verify ISO 9283 compliance has a clear incentive to ensure their production units actually meet the specification before the inspector arrives.
Third-Party Inspection vs. Manufacturer's Own FAT
Many robot manufacturers conduct their own FAT and provide buyers with a test report documenting that the robot passed. The value of this documentation depends entirely on the rigor of the measurement methodology the manufacturer used — and, critically, on whether the buyer can independently verify that the reported results are accurate. A manufacturer's self-reported FAT carries inherent conflicts of interest that a third-party inspection eliminates.
For buyers importing industrial robots from China — particularly from manufacturers without established global service networks — commissioning an independent third-party pre-shipment inspection that includes witnessed ISO 9283 repeatability testing and full-load stability verification provides a documented, independently verifiable record of the robot's performance before it leaves the factory. The inspection report establishes the performance baseline that both the buyer and the supplier can reference if disputes arise after installation. For buyers evaluating a new robot supplier for the first time, a factory audit before the production run begins can verify that the manufacturer's own test equipment, calibration records, and FAT procedures are adequate to support the specification claims they make.
Frequently Asked Questions
How does ISO 9283 repeatability testing differ from a manufacturer's standard FAT?
A standard manufacturer FAT typically verifies that the robot powers on correctly, moves through a programmed sequence without fault codes, and shows no immediately obvious hardware defects. ISO 9283 repeatability testing is a quantitative measurement protocol that requires specific measurement equipment, a defined test cube and position set, a minimum number of measurement cycles (30 per position), and statistical calculation of the repeatability value. Most manufacturer FATs do not include ISO 9283-compliant repeatability measurement as a default element — they would if buyers specified it contractually. The difference is between "the robot works" and "the robot delivers the precision it was specified and purchased to deliver."
What payload should be used during repeatability testing?
ISO 9283 requires testing at rated payload — the maximum load specified in the robot's datasheet. Testing without payload or at reduced payload will typically produce better repeatability results because the joints, gearboxes, and servo amplifiers are operating below their rated stress level. A repeatability specification published without specifying the test payload is incomplete. Buyers should require that both the ISO 9283 repeatability measurement and the full-load stability test be conducted with the robot carrying its rated payload, attached to the wrist flange in the configured tool orientation.
Can a robot's repeatability specification be verified during a standard pre-shipment inspection visit?
Yes, if the inspection scope is correctly specified in advance and the necessary measurement equipment is available at or brought to the factory. A combined robot pre-shipment inspection covering visual inspection, cold-start ISO 9283 repeatability measurement, and a 2-hour full-load stability run with post-run repeatability measurement can typically be completed in a single working day for one or two robot units. For larger quantities, multiple inspection days or AQL sampling may be appropriate. TradeAider's Inspection Charge Calculator can help buyers estimate costs for different inspection scopes. To see what a structured inspection report for technical equipment looks like, review TradeAider's sample official reports.
What should buyers do if the robot fails the full-load stability test?
A full-load stability test failure — where the robot's measured repeatability at the end of the stability run exceeds the specified RP value — should trigger a hold on the shipment and a formal corrective action request to the supplier. The failure documentation from the inspection report gives the buyer specific data to present to the supplier: the measured RP value at each interval, the magnitude of the drift, and the parameter (thermal drift, servo derating, or gearbox preload) most likely responsible based on the pattern of deviation. Acceptable resolutions depend on the root cause: a calibration or parameter adjustment may resolve a control system issue, while a gearbox assembly defect will require disassembly and repair before the robot can be retested. Accepting a shipment of robots that failed full-load stability testing without resolution creates a production quality risk that is far more expensive to address post-installation than pre-shipment.
A robot's published repeatability specification is only as reliable as the measurement methodology behind it — and most manufacturer FATs do not use the ISO 9283 protocol that the specification implies. TradeAider's pre-shipment inspection service can be scoped to include witnessed ISO 9283 repeatability measurement and full-load stability testing for industrial robot shipments, with a real-time report accessible during the inspection and an official report within 24 hours. Use the Inspection Charge Calculator to estimate costs, or contact TradeAider to build an inspection specification tailored to your robot sourcing requirements.
Похожие статьи

Развивайте свой бизнес с услугами TradeAider
Нажмите кнопку ниже, чтобы войти непосредственно в систему услуг TradeAider. Простые шаги от бронирования и оплаты до получения отчетов легко выполнить.
