- О нас

- Наши услуги
- Ваша отрасль
- Ресурсы
- Новости и блог
Global buyers sourcing laser cutters and engravers from Chinese manufacturers face a specific QC challenge: the performance of a laser machine is not visible from a visual inspection of its casing, frame, or component list. A machine can look identical to a specification-compliant unit while delivering materially lower laser output power, producing cut edges with unacceptable burr or dross, and degrading faster in the field than its rated tube life suggests. Two inspection parameters address the most consequential failure modes in laser machines before shipment: laser power attenuation testing and cutting edge quality checks. This guide explains what each test measures, how to perform it at the factory, and what the results tell you about machine quality and longevity.
Key Takeaways
- Laser power attenuation is a hidden defect — a tube can show correct current draw while delivering 20–30% below rated optical output due to gas depletion or electrode degradation.
- Cutting edge quality tests reveal the machine's optical and mechanical alignment — burrs, dross, kerf width deviation, and striations each map to a specific failure mode that can be diagnosed and corrected.
- ISO 9013:2002 provides the standard reference for cut quality classification and tolerance acceptance in thermal cutting, including laser.
- Factory inspection of laser machines should include both a power meter test and a material cut test on a buyer-specified sample material — neither test alone provides complete assurance.
Understanding Laser Power Attenuation
Why Laser Output Power Degrades — and Why It Matters for Buyers
For CO2 laser machines — the dominant type in China's lower-to-mid-market cutting and engraving segment — the laser tube is a sealed chemical system. It generates its beam through the ionization of a CO2/nitrogen/helium gas mix inside a glass tube. Over time, the gas mixture depletes, and the tube's optical output drops even while it continues to draw the same electrical current. According to laser power measurement specialists, output power instability is one of the most significant quality problems in laser engraving and cutting operations, and it is directly caused by tube degradation that operators may not detect until it is causing production rejects.
The problem for buyers is that a degraded tube is nearly impossible to detect without a power meter test. The machine runs, the beam fires, the current meter reads correctly, and visually there is no indication of the problem. A machine shipped with a partially degraded tube — or a new tube assembled from an off-spec batch — may perform adequately in initial acceptance testing and then fail to maintain cut quality within weeks of installation.
How CO2 Tube Health Is Assessed
There are two complementary methods for assessing CO2 tube health at the factory. The first is the plasma color test: a healthy CO2 tube glows a vivid purple or deep pink during firing, indicating correct gas ionization. A pale pink or white glow indicates that the nitrogen component of the gas mix is depleted — a tube in this state may be operating at under 20% of rated cutting power and will not recover. The second and definitive method is a laser power meter test. A calibrated thermal power meter (also called a power head or detector) is placed at the output beam path, and the actual optical output in watts is measured at multiple power settings and compared against the rated output specification. This test takes under 15 minutes and provides unambiguous confirmation of tube health.
For fiber laser machines — increasingly common in mid-to-high-power Chinese production machines — the power attenuation mechanism is different. Fiber lasers do not use gas tubes; they use solid-state gain media. Degradation occurs through contamination of the fiber end face, optical isolator degradation, or pump diode wear. The power meter test methodology is the same; what differs is the frequency at which fiber laser power degrades (much slower than CO2 glass tubes) and the failure indicators (fiber lasers are more stable but fail more abruptly when they do degrade).
Power Attenuation Across the Power Setting Range
A key detail that factory acceptance tests often skip is testing laser output at multiple points across the power range, not just at maximum rated power. A tube that reads correctly at 100% power may show significant deviation at 40–70% — the range most commonly used for engraving operations. According to guidance on power line testing methodology, the correct approach is to test at increments from 15% to 100% of software-commanded power and map the resulting milliamp output against the manufacturer's rated current curve. Deviations from the rated curve at mid-range power settings indicate tube problems that will directly affect engraving depth consistency and cut quality in normal production use.
Cutting Edge Quality: The Six Defects That Matter
Reading Cut Defects as Process Diagnostics
Cutting edge quality assessment is not just a pass/fail check — each type of defect visible on a cut edge is a diagnostic indicator of a specific machine parameter being out of specification. This is why laser machine inspection should include a structured material cut test with examination of the cut surface, not just a visual check of the casing. The following defect types and their diagnostic meanings are drawn from manufacturer engineering guides and peer-reviewed manufacturing research.
According to a comprehensive review published in the International Journal of Advanced Manufacturing Technology, laser power and cutting speed have the largest influence on surface roughness and kerf width quality. Understanding which defect maps to which parameter allows an inspector to identify the root cause of a cut quality failure and determine whether it is correctable through parameter adjustment or indicative of a hardware defect.
The Six Primary Cut Edge Defects
| Defect | Visual Indicator | Likely Root Cause | Correctable via Settings? |
|---|---|---|---|
| Burrs | Rough or raised edges on the bottom surface of the cut | Incorrect focus, excessive speed, insufficient assist gas pressure | Yes — if optics are sound |
| Dross adhesion | Solidified molten material attached to the underside of the cut | Insufficient laser power to fully expel melt; low assist gas | Partially — may indicate tube degradation |
| Excessive kerf width | Cut slit wider than specification; material removal beyond design tolerance | Laser power too high, cutting speed too slow, or defocused beam | Yes |
| Striations | Regular vertical lines on the cut face | Parameter drift, motion system vibration, or lens contamination | Partially — deep striations may indicate mechanical issues |
| Excessive taper | Top and bottom kerf widths differ significantly; slanted cut edge | Beam misalignment or lens installed backwards | Requires optical realignment |
| Thermal distortion / warping | Cut part shows deformation; not flat as designed | Excessive heat input from too-slow cutting speed or too-high power | Yes |
The Lens Orientation Check — A Critical and Often Skipped Step
One of the most consequential and easily overlooked factory inspection points for CO2 laser machines is the focusing lens orientation. CO2 laser lenses are plano-convex: the curved (convex) side must face the incoming beam, and the flat side must face the material. If a technician installs the lens backwards after maintenance — which happens during assembly and post-cleaning — the focal spot becomes large and unfocused, producing wide kerfs, sloppy cuts, excessive beveling, and the need to increase power just to cut thin materials. As laser cutting troubleshooting engineers document, this defect appears identical to optical misalignment and tube degradation when observed purely through cut quality, and it is not detectable by visual inspection of the machine exterior. Factory inspection should include direct visual confirmation of lens orientation inside the nozzle assembly.
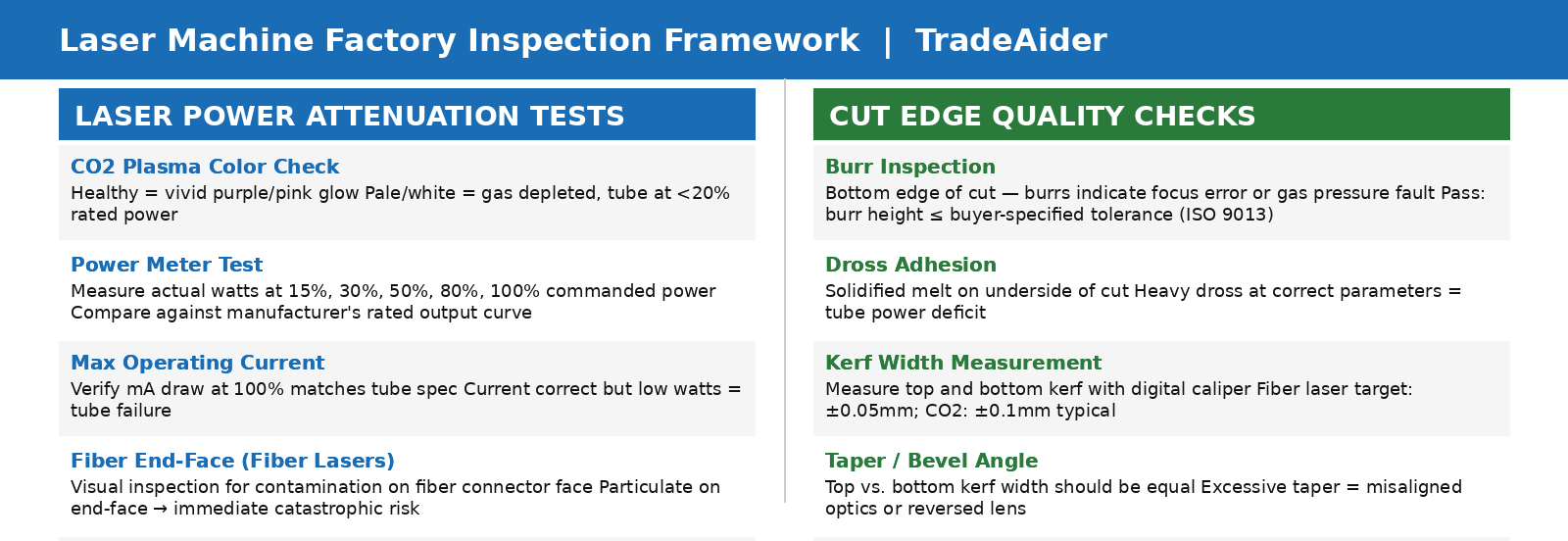
Laser machine inspection framework: power test and cut quality checks mapped to defect root causes
How to Structure a Factory Inspection for Laser Machines
Define the Acceptance Cut Test in Your Purchase Order
The most common error buyers make when specifying a laser machine order from China is leaving cut quality acceptance criteria undefined. "Good cut quality" is not an inspectable specification. ISO 9013:2002 — the international standard for thermal cutting quality — provides a concrete classification framework: cut quality is assessed on perpendicularity tolerance (u), average height of the profile (Rz5), and the presence of material fusion defects. Buyers should specify which ISO 9013 quality range (1 through 5) is acceptable for their application and include this in the purchase order. The inspection then has a hard pass/fail threshold to enforce.
The acceptance cut test should specify: the test material type and thickness (ideally the buyer's primary production material or a standard reference substrate), the power setting at which the test is performed, the cutting speed, the assist gas type and pressure, and the pass/fail criteria for kerf width tolerance, burr height, and cut edge roughness.
Pre-Shipment Inspection Checklist for Laser Machines
A structured pre-shipment inspection for laser cutters and engravers should cover these verification tiers:
Tier 1 — Tube and Power System: Plasma color check on CO2 units (purple/pink = healthy; pale/white = degraded); power meter test at minimum 5 power levels (15%, 30%, 50%, 80%, 100%) compared to the rated output curve; current draw verification against manufacturer max operating mA; cooling system flow rate and temperature.
Tier 2 — Optical Alignment: Lens orientation confirmed (convex side facing beam); mirror alignment verification through beam dot test on all mirror positions; focal length confirmed against nozzle spec; beam path check for contamination on lenses and mirrors.
Tier 3 — Cut Quality Test: Test cut on buyer-specified material at buyer-specified parameters; inspection of cut edge for burrs, dross, kerf width, taper angle, and striations against ISO 9013 class specification; dimensional check of cut geometry against design file.
Tier 4 — Motion System and Software: Linear axis movement checked for backlash and perpendicularity; firmware version confirmed against approved spec; homing accuracy verified; assist gas solenoid response tested.
Sampling Strategy for Batch Laser Machine Orders
For orders of multiple units, AQL-based sampling applies. However, because laser machines are high-value items with significant variance potential between units (due to tube batch variation, manual optical alignment, and assembly sequence differences), buyers should specify a tighter AQL level than they might use for simpler manufactured goods. For 10–20 unit orders, inspecting a minimum of 3 units is advisable; for orders above 20, a minimum 20% sample provides reasonable batch coverage. Any unit that fails the power meter test or cut quality test within the sample should trigger 100% inspection of the batch — a single non-conforming machine in a 5-unit sample is a signal of systemic quality control failure at the factory, not an isolated incident.
During-Production Inspection for Large Machine Orders
For buyers ordering 10 or more laser machines in a production run, a during-production inspection focused on tube batch verification and optical component sourcing can prevent the most common batch-level quality failure: mid-run component substitution. Chinese laser manufacturers sometimes change tube suppliers or optical component sources when their primary supplier has a delivery delay. An inspector present during early-stage production can verify the tube model, brand, and specification against the approved BOM before tubes are installed into assembled machines — avoiding the scenario where a buyer receives units with downgraded tubes that are physically indistinguishable from the approved spec.
Fiber Laser vs. CO2 Laser: Different Inspection Priorities
CO2 Machines: Tube Degradation Is the Primary Risk
For CO2 glass tube machines — the dominant type in China's consumer and light-industrial engraver segment, typically 40W–150W — tube condition is the primary quality variable. Power meter testing is mandatory. Engineering troubleshooting guides confirm that a CO2 tube that reads the correct current but glows pale white is generating a fraction of rated output and cannot be recovered through any parameter adjustment. The tube must be replaced. This failure is entirely preventable through factory inspection but is invisible from any external check.
Fiber Lasers: Optical Path Integrity and End-Face Cleanliness
For fiber laser machines — increasingly prevalent in China's 1kW–6kW industrial cutting segment — tube degradation is not the inspection priority. Fiber laser resonators are highly stable and do not suffer from gas depletion. The primary inspection risks are: fiber end-face contamination (a major cause of catastrophic fiber laser failure, caused by particulate matter during assembly), optical isolator quality (cheap isolators allow back-reflection that damages the gain medium), and motion system precision. Precision laser cutting specifications show that quality fiber lasers achieve ±0.05mm tolerance on cuts; a unit falling outside this range during the cut test typically has a motion system issue rather than a laser source issue. Factory inspection should prioritize the cut geometry test and motion axis checks for fiber laser machines.
What Third-Party Inspection Catches That Self-Certification Misses
The Self-Certification Blind Spot
Chinese laser machine manufacturers typically ship units with a factory quality certificate confirming that each machine passed the factory's acceptance test. What these certificates cannot confirm is: which power meter was used and when it was last calibrated, what material and parameters were used in the cut test, and whether the test technician and the assembly technician are the same person. Independent third-party inspection provides the separation that makes these checks meaningful. The inspector brings calibrated equipment, uses buyer-specified test parameters, and applies acceptance criteria defined in the purchase order — not the factory's internal standard.
Connecting Laser Machine QC to Your QC Ecosystem
Buyers who import laser machines as part of a broader machinery or equipment sourcing program benefit from consistent inspection methodology across product categories. TradeAider's QC inspection services apply the same AQL-based sampling framework and real-time reporting model to machinery as to consumer goods. The ability to review inspection findings in real time — and redirect the inspector to investigate a specific unit or issue — is particularly valuable for technical products where a single defect finding may warrant a second-look at the full batch.
For buyers who are sourcing laser machines for the first time from a new supplier, a factory audit before placing the order is strongly recommended. A factory producing laser machines should have documented incoming inspection procedures for tubes and optics, calibrated power measurement equipment, and a structured QC sign-off before shipping. These processes should be visible and documented, not verbal assurances.
Frequently Asked Questions
What is laser power attenuation and why does it matter for buyers?
Laser power attenuation is the reduction in optical output power relative to the machine's rated specification. For CO2 glass tube machines, it happens progressively as the gas mix inside the sealed tube depletes — the tube continues to draw electrical current normally, but delivers a smaller and smaller fraction of its rated optical output. A machine operating at 70% of rated power will cut slower, cut less cleanly, and may fail to cut through materials at the specified settings, damaging downstream production. Power attenuation is undetectable from visual inspection and from current-draw readings alone; it requires a calibrated laser power meter to measure actual optical output.
What is the ISO 9013 standard for laser cutting quality?
ISO 9013:2002 is the international standard for the geometric product specification of thermal cuts, including laser cuts. It classifies cut quality into five ranges based on two primary parameters: perpendicularity or angularity tolerance (u) and average roughness height (Rz5). Range 1 is the highest quality; Range 5 is the coarsest. Buyers sourcing laser machines from China should specify their required ISO 9013 quality range in the purchase order, as this provides a concrete, measurable acceptance criterion that an inspector can verify using a cut test on a defined sample material.
Can cut edge defects always be fixed through parameter adjustments?
Many cut edge defects — burrs from incorrect speed or power, excessive kerf from wrong focus height, thermal distortion from slow speed — are correctable through parameter adjustment without any hardware intervention. However, some defects indicate hardware faults that cannot be corrected through software or settings changes. Excessive taper caused by a backwards-installed lens requires optical disassembly and reinstallation. Dross adhesion caused by a depleted CO2 tube requires tube replacement. Striations caused by a worn motion system bearing require mechanical repair. The diagnostic value of a cut edge test is that it distinguishes parameter-correctable defects from hardware faults — and hardware faults discovered before shipment are the supplier's responsibility to correct, not the buyer's.
How do I specify a cut test in my purchase order?
A complete cut test specification in a purchase order should include: test material type and thickness (e.g., "3mm acrylic sheet, clear" or "2mm mild steel"); cutting parameters to apply (power %, speed mm/min, assist gas type and pressure); acceptance criteria for kerf width tolerance, burr height (none acceptable above a defined threshold), and cut edge surface roughness (referenced to an ISO 9013 range); and the number of test cuts required. Including a dimensional sample drawing that the machine must cut accurately — and that the inspector can measure with a digital caliper — adds a geometric accuracy check to the edge quality check. Together these provide a comprehensive functional acceptance test for a laser machine.
When should I request a during-production inspection for laser machines?
A during-production inspection makes the most sense for orders of 5 or more machines, for orders with a specific tube brand or model specified in the contract, and whenever you are working with a new supplier for the first time. The goal of a during-production inspection for laser machines is to verify that the correct tubes and optical components are being installed — before they are assembled into sealed machines that are much harder to disassemble and inspect at the pre-shipment stage. Component substitution mid-run is a known risk in Chinese machinery manufacturing, and early-stage inspection is the most cost-effective point to catch it.
Похожие статьи



Развивайте свой бизнес с услугами TradeAider
Нажмите кнопку ниже, чтобы войти непосредственно в систему услуг TradeAider. Простые шаги от бронирования и оплаты до получения отчетов легко выполнить.
