- About Us

- Our Services
- Your Industry
- Resources
- News & Blog

An AQL inspection plan is a sampling rule that tells your QC company how many units to inspect from a production lot and how many critical, major, or minor defects can be accepted before the lot fails. It is not a promise that every unit is defect-free; it is a statistically structured release method that helps buyers balance inspection cost, supplier risk, and shipment confidence.
Importers often ask a QC company to do a pre-shipment inspection, but they forget to define the sampling rule. The inspector arrives at the factory, the supplier asks how many units should be opened, and the buyer suddenly realizes that pass or fail depends on a plan that was never written into the purchase order. That is how disputes start.
A practical AQL plan should be agreed before production is complete. It should state the lot size, inspection level, sampling method, AQL values for each defect class, defect definitions, special tests, packaging checks, label checks, and the release rule. The buyer should also decide what happens after a failed result: rework, sorting, reinspection, discount, shipment hold, or rejection.
- Core inputs: lot size, inspection level, sample size, AQL values, and defect classifications.
- Common defect classes: critical, major, and minor defects, with stricter tolerance for serious safety or usability issues.
- Release logic: compare defect counts with accept and reject numbers instead of relying on vague judgment.
- Decision rule: AQL controls the sampling decision, while product specifications define what counts as a defect.
The Direct Answer
Set up an AQL inspection plan by defining the lot, choosing the inspection level, assigning AQL values by defect severity, writing defect examples, and agreeing on the release action before the QC visit.
ISO 2859-1:2026 is now the current ISO standard for sampling procedures for inspection by attributes, using AQL-indexed sampling schemes for lot-by-lot inspection. It replaced the older 1999 edition and related amendments. Source: ISO 2859-1:2026.
ASQ also describes ANSI/ASQ Z1.4 as an acceptance sampling system for attributes inspection using AQL on a continuing stream of lots. Source: ASQ Z1.4 and Z1.9 overview.
The 2026 update matters because many buyer templates still say ISO 2859-1:1999. A buyer does not need to rewrite every internal spreadsheet overnight, but new inspection instructions should avoid treating the 1999 edition as the current version. At minimum, the buyer should ask the QC company which sampling standard and edition it is using.
AQL Plan Building Blocks
AQL is not one number; it is a set of linked decisions.
| Plan Element | What It Means | Buyer Decision | Common Mistake |
|---|---|---|---|
| Lot size | The quantity submitted for inspection | Define the exact batch, SKU, and shipment | Mixing multiple SKUs into one vague lot |
| Inspection level | The sampling intensity used to select sample size | Choose general or special level based on risk | Defaulting without considering product risk |
| Sample size | The number of units inspected | Let the table determine it from lot and level | Asking for an arbitrary number of units |
| AQL value | The limit used to set accept and reject numbers | Assign different values by severity | Using one AQL for all defects |
| Defect class | Critical, major, or minor severity | Write examples before inspection | Debating severity after failure |
| Release action | What happens after pass or fail | State rework, hold, or reinspection rules | Approving shipment despite failed terms |
The most important point is that AQL does not define product quality by itself. The product specification defines what is good and bad. AQL defines how many findings at each severity level can be accepted in a sampled lot. If the specification is vague, the AQL plan becomes hard to apply.
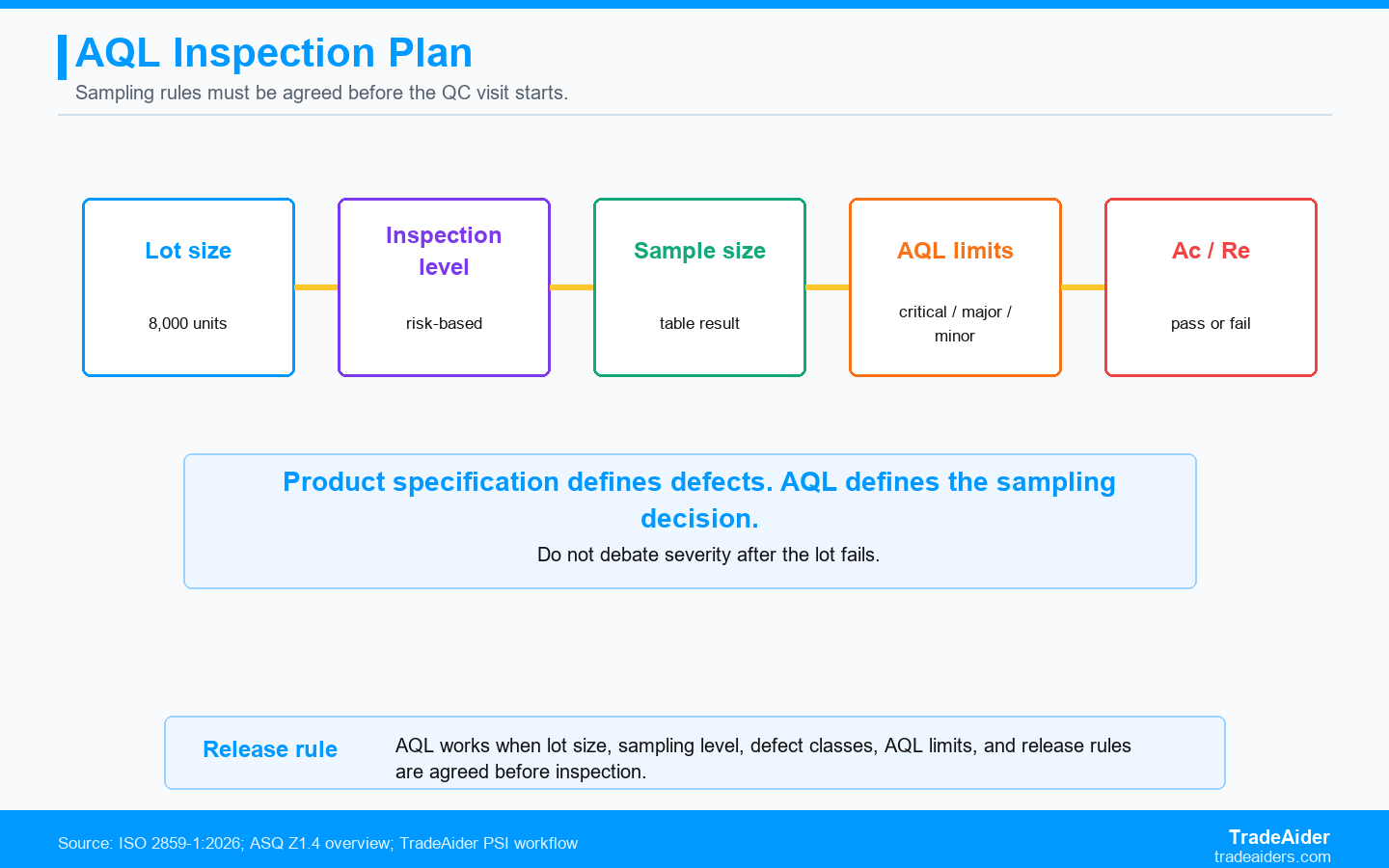
AQL works when lot size, sampling level, defect classes, AQL limits, and release rules are agreed before inspection.
Step 1: Define The Lot Correctly
AQL begins with a lot, not with a random factory visit.
A lot is the quantity submitted for inspection under one release decision. It may be one SKU, one color, one production batch, one PO line, or one shipment group depending on how the buyer has organized production. The lot definition should be clear enough that the inspector can know which goods belong in the sample population.
If the order contains several SKUs, the buyer should decide whether each SKU has its own sampling plan or whether sampling will be distributed across SKUs. High-risk variations should not disappear inside a large combined lot. For example, a black version and a white version may have different coating risks, label risks, or packaging risks. AQL planning should reflect that reality.
The buyer should also confirm production status. A pre-shipment inspection usually makes sense when goods are finished and packed enough to represent the shipment. If only a small portion is ready, the result may not represent the whole lot. If goods are fully sealed and inaccessible, the inspector may not be able to perform all checks without damaging packaging.
Step 2: Choose Inspection Level And AQL Values
Inspection level controls sample size; AQL controls accept and reject thresholds.
Many consumer-goods inspections use general inspection levels, often Level II as a balanced default, but the right level depends on risk, order history, product complexity, and buyer tolerance. A lower-risk repeat order from a strong supplier may not need the same intensity as a first order from a new factory. A high-risk product, new material, high complaint history, or launch-critical shipment may justify stronger sampling or special tests.
AQL values should be stricter for more serious defects. Critical defects are often set at zero tolerance because they can create safety, legal, or complete usability problems. Major defects usually receive a lower tolerance than minor defects because they affect saleability or customer acceptance. Minor defects are cosmetic or less serious issues, but they still matter when they become too frequent.
The buyer should not copy AQL values mechanically from another product category. A tiny scratch on hidden packaging may be minor for one product and major for a premium gift item. A loose screw may be major for a decorative product and critical for a child-facing product. Severity depends on customer use, safety, compliance, and commercial promise.
Step 3: Write Defect Examples Before The Inspection
The defect list is where AQL becomes practical.
AQL tables can say how many major defects are acceptable, but they cannot decide whether a dent, shade variation, loose thread, missing screw, label offset, weak adhesive, carton crush, barcode mismatch, or odor is major or minor for your product. The buyer must write the classification.
A good defect list includes product-specific examples. For apparel, it may include seam failure, shade variation, stains, measurements, label placement, and packaging. For hardgoods, it may include function, assembly, scratches, burrs, missing accessories, color, odor, and carton damage. For electronics, it may include function, charging, display, label, accessories, firmware version, and packaging.
The buyer should also define critical defects. These can include sharp edges on a child product, wrong warning label, exposed wiring, severe contamination, wrong safety component, missing compliance mark, or any condition that makes the item unsafe or illegal to sell. The clearer the list, the less room there is for post-inspection argument.
Where TradeAider Fits In AQL Planning
TradeAider fits by turning the buyer's quality standard into an inspectable sampling plan.
TradeAider can use Pre-Shipment Inspection to apply the buyer's AQL plan to the finished lot, document sample size, defect categories, photos, packaging checks, label checks, functional checks, and release findings before shipment.
If production drift is likely, TradeAider can add During Production Inspection before final PSI. DPI can verify whether the factory is producing to the approved specification before the whole lot is packed.
The business fit is discipline. TradeAider helps importers avoid vague inspection instructions by defining sampling, defect severity, report evidence, and reinspection triggers before the supplier asks for final payment.
SPAR Scenario: The AQL Plan Prevented A Payment Argument
The buyer and supplier disagreed less because the release rule was written before inspection.
Situation: A buyer orders 8,000 kitchen organizers from a new factory and schedules PSI two days before the balance payment.
Problem: The supplier says the order is good enough, but the buyer has seen customer complaints about missing rubber feet and scratched surfaces on the previous sample batch.
Action: The buyer asks TradeAider to set a sampling plan under ISO 2859-1:2026 logic, classify missing feet as major, deep scratches as major, small hidden rub marks as minor, and any sharp edge as critical. The purchase order states that a failed result requires sorting and reinspection before final payment.
Result: The inspection finds too many missing rubber feet and fails the lot. Because the defect class and release rule were already agreed, the supplier sorts the goods instead of arguing that the issue is only cosmetic.
Action Card: What To Send Your QC Company
A good AQL plan is built from files, not guesswork.
- Send PO, SKU list, lot quantity, production status, and shipment schedule.
- State the sampling standard and edition your company wants applied.
- Choose inspection level and AQL values for critical, major, and minor defects.
- Provide approved sample photos, product specification, packaging file, label artwork, and carton marks.
- Write the release rule: pass, fail, rework, reinspection, discount, or shipment hold.
AQL is powerful because it reduces ambiguity. It tells the inspector what sample to draw and tells the buyer what decision to make when defects are counted. It does not remove judgment, but it forces judgment to be made before pressure arrives.
The buyer should also review AQL performance over time. If the supplier passes AQL but customers still complain, the defect list may be incomplete or the sampling intensity may be too low for the risk. If the supplier repeatedly fails, the buyer may need DPI, supplier CAPA, tighter inspection, or a different factory.
For first orders, do not treat AQL as a shortcut around product understanding. Build the defect list with real product photos, known customer complaints, regulatory labels, and packaging risks. For repeat orders, revise the plan after every serious defect pattern.
The buyer should also separate AQL inspection from special checks. Some checks may need 100 percent verification or targeted testing even when the general AQL sample passes. Examples include barcode scan on every carton label, drop testing on packed cartons, safety warning placement, product pairing, battery polarity, or high-value serial-number control. These special checks should be written into the inspection brief so the QC company does not assume the general sample covers every risk.
Finally, keep the AQL plan attached to the commercial decision. If final payment depends on passing PSI, the purchase order should say so. If reinspection cost is charged to the supplier after failed inspection, state that before production. AQL is most useful when sampling rules, payment rules, and correction rules all point in the same direction.
If you need an AQL plan for a China order, send TradeAider your SKU list, lot size, approved files, defect examples, and supplier history. The next step is to ask TradeAider to set up the AQL sampling rules before your inspection.
Frequently Asked Questions
Does AQL mean the shipment has no defects?
No. AQL is a sampling decision rule. It accepts or rejects a lot based on sampled defect counts, not a guarantee that every unit is perfect.
Is ISO 2859-1:1999 still current?
No. ISO lists ISO 2859-1:2026 as the published current edition and the 1999 edition as withdrawn.
What AQL values should I use?
They depend on product risk, customer expectations, safety, compliance, supplier history, and defect severity. Critical defects usually need the strictest tolerance.
Can I use AQL for every product?
AQL works well for attributes sampling in many lot-by-lot inspections, but some safety, legal, or performance risks also need testing, 100 percent checks, or process controls.
Related Articles



Grow your business with TradeAider Service
Click the button below to directly enter the TradeAider Service System. The simple steps from booking and payment to receiving reports are easy to operate.
