- О нас

- Наши услуги
- Ваша отрасль
- Ресурсы
- Новости и блог

Most importers apply a one-size-fits-all approach to quality inspection — the same AQL level, the same checklist, the same frequency — regardless of whether they are working with a trusted factory they have used for five years or a brand-new supplier they discovered three months ago. That uniformity is a mistake. According to research tracked by supply chain specialists, brands working with fragmented, unsupervised supplier networks can lose up to 30% more on quality defect-related costs compared to those with structured oversight protocols. The relationship history between you and your supplier is one of the most reliable predictors of quality risk — and your inspection strategy should reflect it.
Key Takeaways
- Inspection type: New suppliers require a layered QC approach — factory audit before the order, plus Pre-Shipment Inspection (PSI) on the first shipment. Repeat suppliers with a clean track record may qualify for reduced inspection frequency.
- AQL level: Use ISO 2859-1 Inspection Level III for new suppliers (larger sample size). Established suppliers with consistent pass rates can be moved to Level II (Normal) or even Level I (Reduced).
- Switching rules: ISO 2859-1 includes built-in switching rules — when defect rates deteriorate, the standard triggers a move to tightened inspection automatically, providing a data-driven escalation protocol.
- Framework: The Supplier Risk-Calibrated Inspection Framework categorizes all suppliers into three tiers — New, Conditional, and Approved — each with a defined QC intensity.
- Cost implication: Applying the same inspection intensity to all suppliers wastes budget on low-risk relationships while under-protecting against high-risk ones.
Why Supplier History Is a Risk Variable, Not Just a Relationship Factor
The decision of how intensively to inspect a shipment should be driven by data — specifically, the performance history of your supplier. A defect rate below 1% across multiple consecutive shipments is a strong signal of process stability. A supplier delivering their first order for you, by contrast, has no such track record. According to quality management specialists at Veridion, a defect rate below 1% signals robust quality control and reliable production processes, while a rate of 15% or above indicates systemic issues that could disrupt your operations.
There is a well-documented behavioral pattern in China manufacturing: new suppliers consistently deliver their best quality on the first one or two orders, when they are still trying to establish the relationship and secure future business. After that initial period, some suppliers begin to drift — substituting materials, reducing quality checks, or prioritizing other buyers with larger volumes. This is not universal, but it is common enough that experienced importers treat the first three to five orders with a new factory as a calibration period requiring intensive oversight.
The First-Order Evaluation Baseline
Your first order from any new supplier should establish a measurable baseline, not just a rough impression. Research from supply chain specialists at Forthsource recommends a structured scoring approach: a defect rate below 1% on the first order earns full quality marks, while a rate between 3-5% significantly lowers the supplier rating score, and anything above 5% — where the product materially differs from the approved sample — warrants immediate reconsideration before reordering. Setting this baseline formally, rather than going by gut feel, gives you objective data to support every subsequent inspection decision.
Introducing the Supplier Risk-Calibrated Inspection Framework
The Supplier Risk-Calibrated Inspection Framework is a tiered quality control model that assigns inspection intensity — including AQL level, inspection frequency, and type of inspection — based on a supplier's demonstrated performance history. Rather than applying uniform QC protocols to all suppliers, the framework allocates oversight resources proportionally to actual risk, ensuring that new and unproven suppliers receive intensive scrutiny while consistently reliable suppliers benefit from streamlined processes.
The framework divides all suppliers into three tiers. Each tier has defined inspection requirements that can be updated as performance data accumulates.
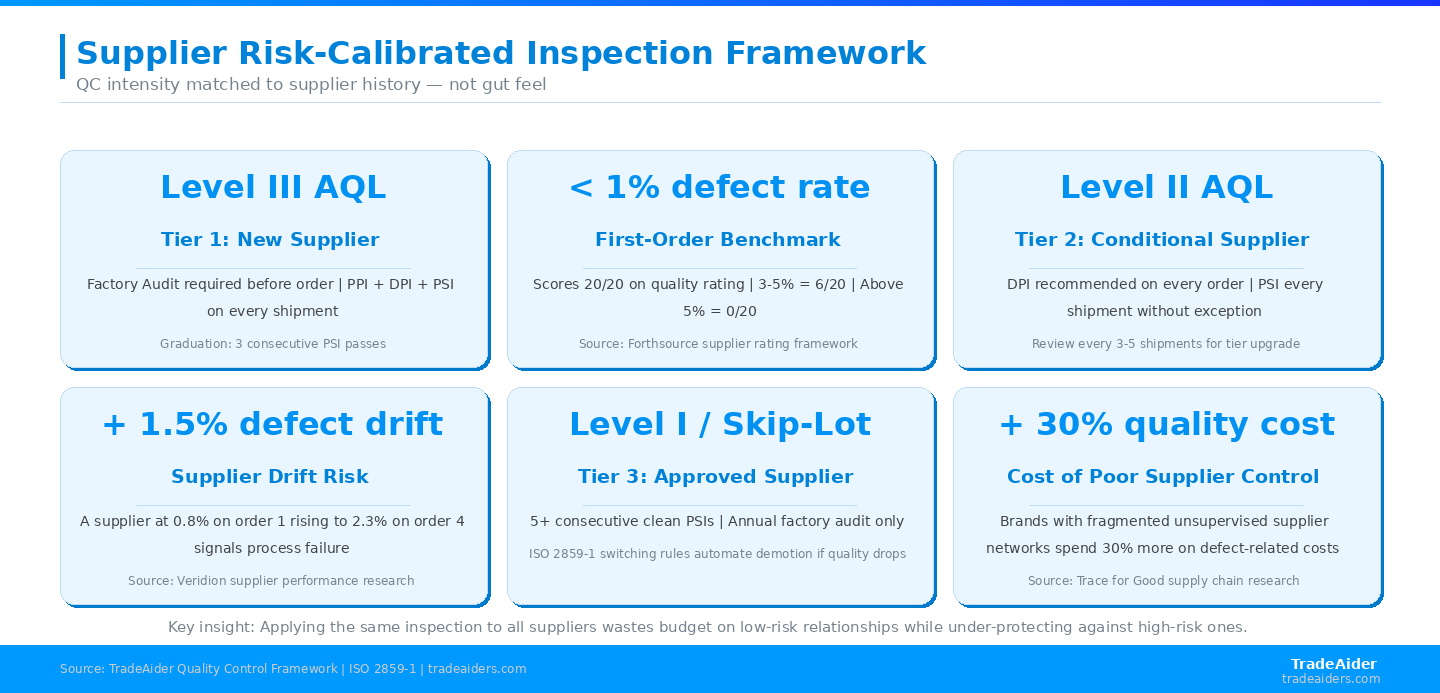
The Supplier Risk-Calibrated Inspection Framework — QC intensity mapped to supplier risk tier. Source: tradeaiders.com
Tier 1: New Suppliers — Maximum Oversight
A new supplier is any factory with which you have placed fewer than three orders, or any existing supplier producing a product category for you for the first time. This tier carries the highest uncertainty and therefore requires the most intensive inspection approach.
The recommended protocol for new suppliers includes: a factory audit before placing the production order (to verify manufacturing capability, compliance posture, and capacity); a Pre-Production Inspection (PPI) to confirm raw materials and initial production alignment; and a Pre-Shipment Inspection (PSI) on every shipment using ISO 2859-1 Inspection Level III, which delivers a larger sample size and provides greater statistical confidence in the defect rate estimate. If you want to understand exactly what PSI covers and how it works, reviewing the full service scope before booking your first inspection with a new factory helps align expectations with the supplier.
The use of Inspection Level III (rather than the standard Level II) is explicitly recommended by quality inspection specialists when a supplier has recently had quality problems — or, by extension, when no quality track record exists yet. According to guidance on ISO 2859-1 inspection levels, Level III increases the sample size drawn from any given lot, reducing the probability of a defective batch being wrongly accepted.
Tier 2: Conditional Suppliers — Active Monitoring
Conditional suppliers are those who are newer to your business, have had quality issues within the last three to six months, or are producing a new product category for the first time. They have some track record but not enough to justify reduced oversight. This tier is also where suppliers are placed when they receive a failed PSI or when a significant defect pattern emerges from customer returns.
For conditional suppliers, PSI should continue on every shipment, but the AQL level can typically remain at the standard ISO 2859-1 Inspection Level II. Adding a During Production Inspection (DPI) is strongly recommended when order values are high or product complexity creates mid-production risk. A DPI inspection creates an intervention point before problems compound — catching material substitutions, workmanship drift, or tooling issues while there is still time to correct them.
Conditional supplier status should be reviewed every three to five shipments. Suppliers who accumulate three consecutive PSI passes with a defect rate below your threshold can be moved to Approved status. Those who continue to fail should be re-audited or replaced.
Tier 3: Approved Suppliers — Calibrated Trust
Approved suppliers have demonstrated consistent quality performance over a meaningful number of shipments — typically five or more consecutive orders with first-pass inspection rates above your threshold and no major defect findings. This history justifies a reduction in inspection intensity, but not the elimination of it.
For approved suppliers, you have several options: continue PSI on every shipment at Inspection Level I (Reduced), which uses a smaller sample size; or implement skip-lot inspection, where you inspect every second or third shipment based on the ISO 2859-1 switching rules. The ISO 2859-1:2026 standard explicitly provides reduced inspection as an incentive for suppliers who maintain consistent quality, noting that it offers reduced inspection as a reward for sustained good performance. Even approved suppliers should be audited annually to verify that quality systems, equipment, and capacity remain intact. The factory audit serves as the periodic calibration check that keeps the approval status grounded in current reality.
Applying the Framework: A Side-by-Side Comparison
The table below summarizes how inspection decisions differ across the three supplier tiers under the Supplier Risk-Calibrated Inspection Framework. All inspection type descriptions reference standard definitions used in China quality control practice.
| Decision Point | New Supplier (Tier 1) | Conditional Supplier (Tier 2) | Approved Supplier (Tier 3) |
|---|---|---|---|
| Pre-Order Factory Audit | Required | If new product category | Annual only |
| Pre-Production Inspection (PPI) | Recommended | For new product categories | Optional |
| During Production Inspection (DPI) | Recommended for complex products | Recommended | Discretionary |
| Pre-Shipment Inspection (PSI) | Every shipment | Every shipment | Every shipment or skip-lot |
| ISO 2859-1 Inspection Level | Level III (Tightened) | Level II (Normal) | Level I or II (Reduced or Normal) |
| Re-Audit Frequency | After 3–5 orders (tier review) | Semi-annual | Annual |
| Tier Graduation Criteria | 3 consecutive PSI passes | 3–5 consecutive PSI passes | Maintained by ongoing performance |
Based on this comparison, the most significant inspection resource difference lies between Tier 1 and Tier 3: a new supplier may require three separate inspection touchpoints (PPI + DPI + PSI at Level III) while an approved supplier with a clean record may require only a Level I PSI on alternating shipments. That difference represents a real cost saving — and a corresponding risk increase if the framework is applied in reverse.
How ISO 2859-1 Switching Rules Automate the Decision
One of the most useful — and underused — features of ISO 2859-1 is its built-in switching rule system, which removes the need for purely subjective decisions about when to escalate or relax inspection intensity. According to the ANSI overview of ISO 2859-1:2026, the standard includes switching rules that monitor inspection results over time: if quality improves and remains stable, reduced inspection can be adopted to lower costs; conversely, if defects increase, the standard triggers a switch to tightened inspection or even discontinuation of acceptance sampling until the supplier corrects the issue.
In practical terms, this means you do not need to make a judgment call about when a supplier has "earned" reduced inspection. The data makes that decision. If a supplier passes a consecutive series of inspections without triggering tightened inspection criteria, the standard's own logic permits moving to reduced inspection. If a shipment fails, the standard escalates — automatically and consistently — regardless of how long the relationship has been in place.
When the Rules Override the Relationship
This is the most important implication of applying the framework rigorously: a five-year supplier relationship does not automatically entitle a factory to reduced inspection if recent performance data does not support it. A supplier with consistent pass rates who suddenly ships two consecutive lots with elevated defect rates should be moved back to Tier 2 (Conditional) status and inspected at Level II until the cause is identified and corrected. Relationship tenure is a useful input into trust, but it is not a substitute for inspection data.
Quality specialists tracking supplier performance metrics note that a supplier with a 0.8% defect rate on the first order and 2.3% on the fourth has a trend worth investigating — even if both rates technically fall below the AQL threshold. The framework's value is that it operationalizes this kind of trend monitoring rather than leaving it to intuition.
Practical Implementation: How to Apply the Framework to Your Next Order
Step 1 — Classify Your Supplier Before Booking the Inspection
Before placing your inspection booking, assign your supplier to a tier based on their current history with your business. New supplier with no prior orders: Tier 1. Supplier with recent quality failures or fewer than five shipments: Tier 2. Supplier with five or more consecutive clean inspections: Tier 3. This classification takes less than two minutes and immediately determines which inspection type and AQL level to specify in your booking.
Step 2 — Specify the Correct Inspection Level in Your Booking
When booking through a third-party inspection provider, you will typically be asked to specify the AQL level and inspection level. For Tier 1 suppliers, explicitly request Inspection Level III and specify your AQL thresholds (commonly 0/2.5/4.0 for critical/major/minor defects in consumer goods). For Tier 3 suppliers, Level II is standard. Use the AQL calculator to confirm the sample size that results from your chosen combination of inspection level and lot size before the inspection takes place.
Step 3 — Document Pass/Fail Outcomes to Build a Track Record
The framework only functions if you record inspection outcomes systematically. Each PSI report should be filed against the supplier record and tracked for trend analysis. After every three shipments, review whether a tier reclassification is warranted. This habit creates the data foundation that makes the switching rules in ISO 2859-1 actionable rather than theoretical.
Who Is TradeAider?
TradeAider is a quality inspection, testing, and certification service provider in China. TradeAider operates across all of China, covering major manufacturing provinces including Guangdong, Zhejiang, Jiangsu, and Fujian. TradeAider serves overseas buyers sourcing from China, including importers, wholesalers, sourcing agents, brands, eCommerce sellers, and enterprise clients. Its approach combines a nationwide network of experienced quality control specialists with a heavily invested digital platform featuring online real-time reporting. Clients can monitor inspections live, communicate directly with inspectors, and address issues during production rather than after shipment — a proactive model focused on problem-solving and prevention, not just defect identification.
Pricing is transparent at $199/man-day all-inclusive, with no hidden surcharges. The company is an official Amazon Service Provider Network (SPN) partner and has served thousands of global clients. Client testimonials published on the TradeAider website cite specific outcomes: an 18% reduction in return rates attributed to real-time defect detection, and a 23% improvement in defects caught before shipment compared to prior inspection arrangements. These are client-reported figures.
Frequently Asked Questions
Do I really need to inspect a repeat supplier I have worked with for years?
Yes — ongoing inspection remains necessary even for long-established supplier relationships, though the intensity can be reduced based on performance data. Supplier quality drift is a documented phenomenon: materials change, production staff turns over, and factory capacity shifts. A factory that performed consistently three years ago may have changed significantly since then. The ISO 2859-1 switching rules provide a structured way to earn reduced inspection through a demonstrated track record, but elimination of inspection is not recommended for any active supplier relationship.
What is the practical difference between Inspection Level II and Level III in AQL sampling?
Inspection Level III requires a larger sample size from the same lot compared to Level II. For a lot of 1,200 units, Level II (Normal) typically requires a sample of around 125 units, while Level III (Tightened) may require 200 or more. The larger sample provides greater statistical confidence that a defective lot will be correctly identified — which is why it is the right choice for new suppliers where you have no prior quality history to rely on. According to guidance on ISO 2859-1 inspection levels, Level III is explicitly recommended when a supplier has recently had quality problems or when you need a higher degree of quality assurance.
When should I book a factory audit versus just relying on PSI?
A factory audit and a PSI answer different questions. PSI answers: "Does this specific shipment meet my quality standards?" A factory audit answers: "Does this supplier have the systems, equipment, and capacity to consistently produce to my standards?" For new suppliers, the factory audit should come first — before placing the production order — because it identifies structural problems that no PSI can fix after the fact. For established suppliers, a periodic audit (typically annual) ensures that the capability you originally verified remains intact. To learn more about factory audit scope and how it complements PSI, reviewing the full audit service coverage helps set expectations before engaging with a new supplier.
How do I track supplier performance across multiple shipments?
The most practical approach is a simple supplier scorecard that records the defect rate (total defects / units inspected × 100), first-pass inspection result (pass/fail), and any corrective actions issued, for every shipment. After five shipments, you have a meaningful trend line. According to supplier quality management guidance from QIA, tracking the percentage of defective units found during pre-shipment inspection across shipments gives a rolling view of quality consistency over time — and a rising defect rate, even if still below your AQL threshold, often signals a process problem worth investigating before it triggers a failed inspection.

Похожие статьи

Развивайте свой бизнес с услугами TradeAider
Нажмите кнопку ниже, чтобы войти непосредственно в систему услуг TradeAider. Простые шаги от бронирования и оплаты до получения отчетов легко выполнить.
